Műhely
kiépítése III.
Tolófa készítése

Nagyon sok
asztalos szenvedett már maradandó egészségkárosodást, főleg
csonkolást, mert nem használtak tolófát az asztali körfűrészen.
Az sem mindegy, hogy milyen tolófát használunk. A
biztonságos tolófát csak olyan magasan tudjuk megfogni, hogy az
asztali körfűrész fűrészlapja teljesen felemelt állapotban se
tudja elérni a tolófát fogó kezünket, és van legalább még 3-5
cm távolság a fűrészlap fölött ahol a kezünk lesz majd
vágáskor. Azért, hogy lejjebb ne tudjuk megfogni a tolófát, ki
kell alakítanunk rajta egy fogantyú részt, ami például az
ujjainkat megfelelő pozícióba tartja, vagy egy vízszintes ütköző
tányért is rakhatunk a biztonságos magasságba a tolófa fogantyú
részére
. A gyárilag
az asztali körfűrészekhez adott pálca alakú műanyag tolófa nem
biztonságos, mert ha lecsúszik a munkadarabról tolás közben
akkor a kezünk automatikusan lejjebb mozdul pont bele a forgó
fűrészlapba. Mark Susak egy egyszerű háromszög alakú tolófát
készített, amin kialakította az ujjainak a helyet, így már
biztonságosan használható.
Making The Best Push Stick In The World
Making The: DiResta Push Stick
csiszoló
központ köszörűből
Home made double disc sander for under $5!
Adjustable Disc Sander and Miter Gauge for a Lathe
Making a SOLID Angle Grinder Stand
Tolóasztal mellé tolóasztal

A barkács
kategóriás asztali körfűrészeknél általában nincs gyárilag
tolóasztal, de van olyan is amin van csak korlátozottan használható
a mérete miatt. Egy kínai uriember egy Bosch GTS 10 XC körfűrészre
készített egy kiegészítő tolóasztalt a gyári mellé. Nagyon
ügyes megoldás.
BOSCH GTS 10 XC table saw 테이블쏘제작 부엉이공작소
https://www.youtube.com/watch?v=y1sJEvVVErI
Mobile Tablesaw Station - Part 1
Modular Mobile Table Saw Station
Kicsi tolóasztal körfűrészre biztonsági ütközővel

Egy újabb
tolóasztal készítését mutatjuk ma meg amit Mathias Wandel
készített. A tolóasztalból sohasem elég, hiszen ez az egyik
legjobban használható saját készítésű eszközünk. Ez a
tolóasztal kis méretű, mert sokszor kell apró munkadarabokat
vágnunk, ilyenkor kényelmetlen a nagy tolóasztal használata. Egy
biztonsági ütköző is felkerült a tolóasztalra, így nem lehet
annyira előretolni a tolóasztalt hogy elöl kijöjjön a
fűrészlap és balesetet okozzon.
Small table saw sled
szallagcsiszolás
Edge belt sander
A tökéletes barkácsgép

Az ügyes
hobbiasztalos maga készíti el az asztali körfűrész gépét,
asztali marógépét hosszlyuk fúróját, és mindenféle
kiegészítőket hozzá amivel pontos és szép munkát tud végezni.
A mai nap 2 rövid videót mutatunk be egymás után, melyben egy
tökéletes barkácsgépet mutatunk meg.
Készítője Paoson
Luthier bútorlapból készíti a gépeit, mert ezek jól csúsznak,
elég kopásállóak és még esztétikusak is. A gépei a sok
kiegészítője miatt nevezzük tökéletes barkácsgépnek és az
elkészítésük is nagyon precíz. A videókból nagyon érződik,
hogy Paoson Luthier már egy igen gyakorlott hobbiasztalos, mert
minden funkciót alaposan átgondolva készített el.
How it works. Router & Saw table (Part1)
How it works Router & Saw table (Part2)
How it works Router & Saw table (Part3)
How it works Router & Saw table (Part4)
Multifunction Table Make-PART 1-Table saw, Router table, Plane table, Jigsaw table.
Multifunction Table Make-PART 2-Table saw, Router table, Plane table, Jigsaw table.
Homemade Router Table & Table Saw
Making a Portable Workshop - Part 1
Making a Portable Workshop - Part 2
Making a Portable Workshop - Part 3
Making a Portable Workshop - Part 4 (Accessories)
Making a Portable Workshop - Part 5 (Accesories)
Making a 3D Router (Part6)
Making a 3D Router (Part7)
Making a 3D Router (Part8)
3D Router, when a CNC machine is overkill.
Making a 3D Router (Part1
Making a 3D Router (Part2
Making a 3D Router (Part3)
Making a 3D Router (Part5)
Making a 3D Router (Part6
Making a 3D Router (Part7)
Making a 3D Router (Part8
3D Router Bearing Upgrade
Electric Guitar body on the 3D Router (part2)
Lyuk a fában
2016.05.03. 05:00 | Thoreau
Lyukat persze a legegyszerűbb
fúróval készíteni, azonban házilagos körülmények között a
13-15 mm átmérőnél nagyobb fúrókat nem nagyon használunk.
Kivételek persze lehetnek, de egy kézben tartott, nem túl nagy
teljesítményű fúrógép esetében általában valahol itt van a
limit.
Azonban aki
szeret fából mindenféle beépített bútort készíteni,
előbb-utóbb szembesül a problémával, hogy szükség lenne
szabályos, kör alakú nyílásokra akár 20-30-60-80 mm átmérővel.
Mondjuk mert vezetékeket kell áthúznunk, vagy épp szabályos
konnektor- vagy csatlakozóaljzatot szeretnénk beépíteni, netán
süllyesztett világításnak kell a hely.

Ilyenkor
több megoldás is lehetséges. Az egyik, ha a pontosan megrajzolt
nyílást lomb- vagy dekopír fűrésszel vágjuk körül. Ez
megfelelő fűrészlappal megoldható, de a vékony és keskeny
fűrészlapok érthetően nem túl merevek, és ilyen kis rádiuszú
vágásoknál bizony hajlamosak elhajlani, ferdén vágni. Tehát a
nyílás nem lesz tökéletes, vagy sok utómunkát igényel.
Szintén
megpróbálhatjuk vékony fúróval a kerülete mentén körbe
fúrogatni a kivágandó kört, majd a furatokat vésővel
összekötni. Ez is járható út, de ez sem gyors, és itt sem lesz
túl szép a kapott nyílás széle.
Szerencsére
vannak a feladatra kitalált célszerszámok is, ezek pedig
a körkivágók. Ezekből
mutatunk most be néhányat. A működési elvük egyszerű, ezek
gyakorlatilag kör alakú fűrészlapok, amelyek egy központosító
fúró segítségével szép kör alakú nyílást képesek
fűrészelni. Ez valóban szép eredményt biztosító, működőképes
megoldás, azonban minden itt bemutatott szerszámnál észben kell
tartsuk, hogy ezek a fix, zárt körpályán mozgó fűrészlapok
nem képesek kifújni az általuk leválasztott forgácsot,
pontosabban fűrészport. Tehát ha folyamatos jó teljesítményre
van szükségünk, akkor a szerszámot munka közben sokszor fel
kell emelnünk a munkadarabról, hogy a fűrészpor eltávozhasson.
A
legegyszerűbb és legolcsóbb megoldás ez:

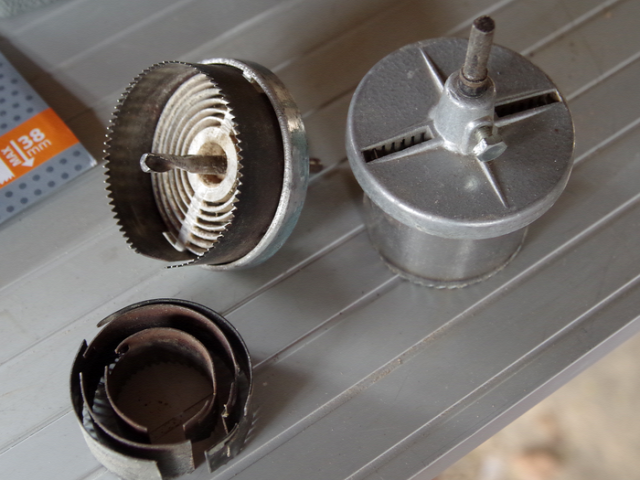
Mint
látható, itt egy fix alapba lehet a különböző
fűrészlapocskákat beszorítani, egyfajta bajonett-záras
megoldással. (Árulkodó, hogy pusztán ez a néhány, a fűrészlap
anyagából való kis bajonett-zár viszi át a nyomatékot!) Ezek a
készletek viszonylag alacsony árúak. Akadnak köztük jobb
anyagból készültek is, azonban az egész konstrukció
meglehetősen gyenge, csak nagyon óvatosan használható.
Tapasztalatom szerint maximum 20 mm vastag fában, vékony rétegelt-
vagy HDF/MDF lemezekben működhet. Bútorlapnál és
konyhapultoknál is használható, de itt bizony oda kell figyelni a
szerszám pihentetésére, hogy le tudjon hűlni. A vékony
fűrészlap hamar felmelegszik, tehát ez a szerszám képes a
leghamarabb „megégni”, vagyis a túlzott hőhatástól
kilágyulni, és rekord gyorsan elveszteni a vágóképességét. Egy
ilyen készlet már 1000-1500 Ft körül elérhető, ez általában
7 különböző átmérőt jelent.
A következő
szintén nem túl drága készlet már eggyel profibb:

Itt
a vágólapok már komplett egységek, a központosító fúróra a
csésze alakú, teljes szerszám ül rá. A nyomatékot egy, a
szerszám 'tengelyére' passzoló kivágás viszi át. Ennél fogva
ez egy jobb megoldás az előzőnél, sokkal erősebb konstrukció,
ami keményebb anyagoknál jól jöhet. Természetesen a fűrészpor
eltávolítása itt is fontos, ha bent marad a vágatban, akkor
eltömi a fűrészfogak közeit, a vágásteljesítményt csökkenti,
a hőmérséklet nagyon meg tud emelkedni ilyenkor. Ezek
a készletek 1600-2000 Ft körüli ársávban mozognak.
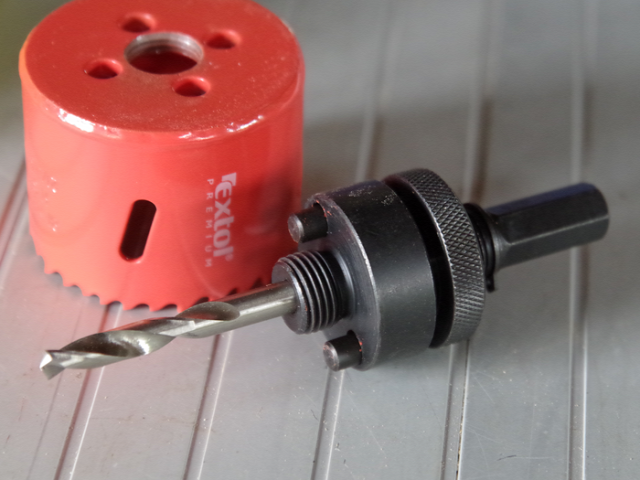
A harmadik
készlet ennek egy jóval igényesebb változata. Itt mind a
szerszámok anyaga, mind a befogó-központosító fej is jóval
kifinomultabb.

Ennél
a készletnél a szerszámok HSS Bi-metál alapanyaga lehetővé
teszi, hogy nem csak fát, de akár vasat és acéllemezt is
megmunkáljunk velük, természetesen figyelve a hőmérsékletre és
a vágási sebességre. Fontos, hogy fémeket mindenképpen csak
hűtő-kenő közeggel szabad vágni. Ez a szerszám valóban sokat
tud. Itt már a szerszám maga menetes, de pluszban két stift is
biztosítja a nyomaték megfelelő átvitelét. Megfelelően erős
fúrógéppel meghajtva szinte mindent elvág, de a melegedésre itt
is figyelnünk kell. Itt
bizony már ötszámjegyű árra kell számítsunk, 10-12 ezer
forinttól indulnak a készletek árai.

Hogy
a három megoldás közül melyiket érdemes választani? Ez
több mindentől függ. Egyrészt persze a pénztárcánk
lehetőségeitől, másrészt attól is, hányféle átmérőben
gondolkodunk. Alap esetben tapasztalatom szerint elég néhány
méret. Például az elektromos ajzatok beépítéséhez
általában 65 mm átmérőjű lyuk kell. (Ha nem használunk
műanyag szerelődobozt, kisebb, mondjuk 57 mm méretű is
elég.) Egy földelt hálózati csatlakozó általában átfér
egy 40 mm átmérőjű nyíláson is. Egy, a vizes helységekben
használt flexibilis cső csatlakozójának sokszor 30 mm is elég.
Tehát akár 3-5 mérettel elég jól elboldogulhatunk. Ezek pedig
nem jelentenek akkora költséget egy profibb kivitelű 5-6 darabos
szettként sem.
Néha szempont lehet a helyigény is a szerszámládánkban. Ha
fontos, hogy kis helyen elférjenek, akkor az első megoldás a
legjobb, hiszen itt mind a 7-8 átmérőhöz egyetlen
szerszámtengely tartozik, az egész egyben szállítható. A
drágább készletek már saját dobozkát igényelnek, ami már
csak azért is indokolt, mert a drágább szerszámok fogazására
jobban is vigyázunk, nem okos dolog hagyni a többi szerszámmal
zötykölődni a nagy mindenes ládánkban.
Aki igazán
rákattan a téméra, természetesen még igényesebb és drágább
megoldásokat is találhat, hiszen például a vágó él lehet akár
keményfémlapkás is, mint a faipari körfűrész lapokon. De
ezekre a megoldásokra már tényleg inkább csak akkor van szükség,
ha nagy mennyiségben kell egy adott méretű lyukat előállítanunk,
általános barkácstevékenységnél nem tudjuk kihasználni az
ilyen szerszámok nyújtotta pluszt.
A fenti
három megoldás közül számomra mindenképp a legutolsó a
legszimpatikusabb. Rövidesen jövök egy poszttal, ahol a
gyakorlatban is bemutatom, milyen különlegesebb feladatokra is jó
megoldás egy ilyen szerszám.
A kivetőpánt
2016.05.04. 05:00 | Thoreau
Bútorlapból
készült bútorok általánossá válásával együtt terjedtek el
az ilyen bútorok ajtajainak rögzítésére használt kivetőpántok.
Anno még a múlt évszázad 80-as éveiben a mindenféle iskolai
szakmai gyakorlatunkat különböző bútorgyárakban töltöttük.
Akkoriban még divat volt a hagyományos zsanér használata is az
ilyen szekrényajtóknál. Ezeket általában apró csavarokkal
rögzítettük, amit roppant célszerűen kalapáccsal vertünk be a
bútorlapba. (Ez volt a hivatalos ajánlás.) Gondolhatni, mennyi
ideig tartotta a helyén az így rögzített pánt az ajtót.

Különösen,
hogy ugye a kivetőpántokkal ellentétben a zsanérokon semmilyen
állítási lehetőség nincs, tehát ha mégis valami
finombeállítás szükségeltetne, az csak kalapáccsal oldható
meg. Amit a bútorlap jóval kevésbé tolerál mint egy tömörfa
anyagú bútor. Talán ezért is - vagyis hogy mód legyen a
finombeállításra - ez idő tájt kezdtek el terjedni itthon is a
kivetőpántok. Akkoriban még sokszor műanyag testűek voltak ezek
a pántok, csak a rugó és a kar készült fémből. Ezeknél még
sokszor apró tekercsrugó volt a műanyagházban. Mostanra persze
ezekből nem sok olyan maradt, ami megúszta törés nélkül az
elmúlt éveket. Az igazi kivetőpánt (milyen meglepő) fémből
készül. Általában sajtolt vas- vagy acéllemezből, ritkábban
öntvény talppal. Manapság egy lapszabászaton már szerencsére
nem is igen találunk másmilyen pántot. Több népszerű gyártmány
létezik, és az alkalmazási területektől függően több
különböző megoldás is van.
Miután
a pántok kiválasztásánál igencsak mellé lehet nyúlni, pár
dologgal muszáj tisztában lenni:
- A legfontosabb talán az, hogy rá- avagy közé záródó ajtóhoz kell-e a pánt. A pántok ugyan állíthatóak, de ez általában csak 3-6 mm tartományban működik, tehát fontos hogy milyen záródáshoz készült.
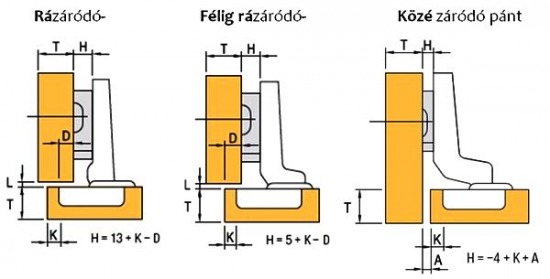 Ezen
az ábrán a függőleges sárga tömb a szekrények oldala, az alsó
vízszintes rész jelképezi az ajtót. (Felülnézetben látjuk a
szerkezetet.) Látható, hogy a fő különbség az ajtó pozíciója
a szekrényoldalhoz képest. A konyhabútorok esetében
általában az első két variáció fordul elő.
Ezen
az ábrán a függőleges sárga tömb a szekrények oldala, az alsó
vízszintes rész jelképezi az ajtót. (Felülnézetben látjuk a
szerkezetet.) Látható, hogy a fő különbség az ajtó pozíciója
a szekrényoldalhoz képest. A konyhabútorok esetében
általában az első két variáció fordul elő.- Az "alap" kivetőpántok általában 110 foknyira engedik nyílni az ajtót, ha ennél nagyobb nyitás kell akkor a speciális változatok közül kell választani.
- Van ám számtalan speciális változat, a legkülönbözőbb szögekben záródó ajtókhoz, vagy sarokszekrények dupla ajtajához, vagy épp szűk helyhez, hűtőszekrény-takaró ajtókhoz mind-mind speciális pántok készülnek. Ezek azonban általában jóval drágábbak mint a normál pántok, hiszen azokból több nagyságrendnyivel nagyobb mennyiséget adnak el, ergo a gyártásuk is olcsóbb. (Van olyan német pánt márka amelyik az alap pántjait magyarországi gyárban gyártja, a ritkábbakat viszont Németországból hozza. Nyilván itt is vannak különbségek az árban, nem kicsik.)
- A legelterjedtebb rátolható-csavarozható kivetőpántok (ilyen látható a cikkünk nyitóképén) csavarokkal rögzítettek, az ajtón a pánt testének egy 35 mm átmérőjű kerek fészket kell fúrni, célszerűen fúrógépbe fogható pánthelymaróval. Általában 11-15 mm mély fészek kell a jobbára 20 mm vastag ajtóban. Ha még nem csináltunk ilyet, esetleg kilyukasztunk pár ajtót, de aztán gyorsan bele jön az ember. A rögzítőcsavarok elhelyezkedése valamennyire általános, a főbb gyártók esetében mindenképp. Ezeket fontos pontosan felrajzolni és pontosan előfúrni. A jobb pántgyártók honlapjain pontos beépítési és méretezési táblázatokat és rajzokat lehet találni. Például itt. Akár sablont is csinálhatunk. De néhány gyártónál elérhető kis méretű fém/műanyag sablon ami rengeteget segít az előjelölésnél. (Ha csak egy törött pántot kell kicserélnünk, akkor persze elég elvinni a mintát a boltba.)
 Bal
oldalon egy pánthely-maró a jobb oldalon egy jelölősablon
(Blum) látható
Bal
oldalon egy pánthely-maró a jobb oldalon egy jelölősablon
(Blum) látható- Mostanában egyre több részben vagy egészében szerszám nélkül szerelhető pánt is van már. Ezek különböző elmés mechanizmusok segítségével teljesen feleslegessé teszik a csavarok használatát. (A pánt fészkére és pár lyukra persze ekkor is szükség van.) Ezekről is érdemes a neten tájékozódni, bár azt tudni kell, hogy ezek a pántok (hasonlóan a motoros fiókmechanikákhoz vagy -ajtókhoz) igencsak borsos árúak tudnak lenni.
A
pántok állítása:
Bár
néhányan idegenkednek a dologtól, a kivetőpánt pontos állítása
épp oly egyszerű dolog mint egy kerékpár váltó állítása.
Néhány csavar, pontosan behatárolható funkciókkal. Az alábbi
képek talán jobban megmutatják mi mire való, mintha leírnánk. A
különböző gyártmányoknál eltérő lehet a csavarok helye, de a
metódus ugyanez. Mindig a pánt szekrényoldalon rögzített felét
(a pánt talpa) kell állítani, az ajtóba bemart részen nincs
állítani való. Az egyszerűbb pántoknál elég meglazítani a
csavarokat (nem mind egyszerre, csak amit épp állítani akarunk),
majd kézzel kell a megfelelő pozícióba állítani az ajtót és
meghúzni a csavart.

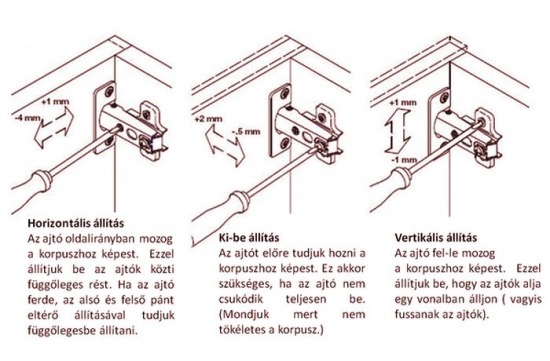
A
drágább pántoknál néha excenteres megoldásokat találunk, tehát
a csavar tekerése rögtön mozgatja is a pánt talpát, illetve a
pántot. A fel-le mozgatásnál mindig a pánt talpát mozgatjuk
(vagyis az egész szerkezetet) a mélységi és oldalirányú
állításnál a pánt szekrényoldalon lévő talpához képest
mozgatjuk az ajtóra szerelt pántmechanikát.
Szóval
a kivetőpánt nem az ördög találmánya. A mai minőségi
kivetőpántok ráadásul tényleg tartósak. Majd mindhez lehet
kapni rápattintható ajtó csukódás csillapító „bizbaszt”.
Tehát ezek a pántok már csöndesek is, nyugodtan dézsmálhatjuk a
szekrénybe eldugott csokis kekszet.
Pántokat
nagyobb barkácsboltokban és lapszabászatokon érdemes vásárolni.
Általában itt a legbővebb a választék, a minőséggel sem
szokott gond lenni. Ráadásul értenek is hozzá, ha speciális
igényünk van, megrendelik a szükséges pántokat. Most már egyre
több helyen ki is van állítva néhány teszt ajtó- és fiók,
tehát működés közben is meg tudjuk nézni a pántokat. Ezekben a
boltokban ömlesztve szerzik be a pántokat, nagyobb kiszerelésben,
ezért is kedvező az ár. Az áruházakban ezzel szemben gyakran
darabonként fóliába csomagolva kapjuk meg ugyanezeket a pántokat,
minimum dupla áron. Természetesen, ha tudjuk mire van
szükségünk, a neten is vásárolhatunk. Még valami: ha pántot
veszünk, vegyünk csavart is hozzá! A pánttalpakhoz általában
jár a csavar, miután ezek nem sima facsavarok, hanem vastagabb
tengelyű "konfirmátor" menetű csavarok (euro-csavar).
Viszont az ajtóhoz rögzítéshez szükség lesz facsavarra,
általában 3x18 méretűre, de persze ez függ az ajtótól és a
pánttól is.
Fémipar: A csavar mint gépelem
2016.05.27. 05:00 | Tákolmányi

A csavarok a
legelterjedtebb gépelemek. Felhasználásuk szerint vannak rögzítő
csavarok és mozgatócsavarok. Ha a csavar mint oldható kötőelem
szerepel, akkor rögzítő csavarnak nevezzük, ha egy vagy több
gépalkatrészt kényszerpályán mozgat, akkor a neve
mozgatócsavar.
Több
bekezdésű menetek
Különleges esetekben a mozgatócsavaroknál igen nagy menetemelkedések is előfordulnak A nagy menetemelkedéseket több-bekezdésű csavarmenet készítésével érhetjük el. A több bekezdést úgy kell érteni, hogy az emelkedés távolságán belül egymással párhuzamosan kettő vagy több menetszelvény van elhelyezve.
Különleges esetekben a mozgatócsavaroknál igen nagy menetemelkedések is előfordulnak A nagy menetemelkedéseket több-bekezdésű csavarmenet készítésével érhetjük el. A több bekezdést úgy kell érteni, hogy az emelkedés távolságán belül egymással párhuzamosan kettő vagy több menetszelvény van elhelyezve.

Egy-,
két- és három bekezdésű menet
Menetrendszerek
Kétféle menetrendszert különböztetünk meg: a hüvelyk- vagy az ún. Whitworth-menetet (elnevezése a megalkotója után) és a méter- (metrikus) menetet. A hüvelykmenetek az angol hüvelyk mértékre épülnek (1 hüvelyk = 25,4 mm). A menetek külső átmérőjét hüvelykben kell lemérni és a menetemelkedést is az 1 hüvelyknyi hosszon levő menetszámmal adják meg. A hüvelykmeneteket ma már ritkán alkalmazzuk. A métermenetek külső átmérőjét mm-ekben mérjük, és a menetemelkedést is mm-ben adjuk meg.
Kétféle menetrendszert különböztetünk meg: a hüvelyk- vagy az ún. Whitworth-menetet (elnevezése a megalkotója után) és a méter- (metrikus) menetet. A hüvelykmenetek az angol hüvelyk mértékre épülnek (1 hüvelyk = 25,4 mm). A menetek külső átmérőjét hüvelykben kell lemérni és a menetemelkedést is az 1 hüvelyknyi hosszon levő menetszámmal adják meg. A hüvelykmeneteket ma már ritkán alkalmazzuk. A métermenetek külső átmérőjét mm-ekben mérjük, és a menetemelkedést is mm-ben adjuk meg.
Menetelemek
A csavarmenet a következő elemekből tevődik össze:
A csavarmenet a következő elemekből tevődik össze:

Menetprofil a
menetfúró tengelyén átmenő síkban fekvő metszet körvonala,
amelynek a csavarvonal mentén való elmozdításával a menetet
alkotjuk.Menet a
csavarmenetnek az a része, amelyet a profilnak egy teljes
körülfordításával kapunk.Menetemelkedés (P)
egyazon menet megfelelő pontjai között a tengellyel párhuzamos
irányban mért távolság.
Megjegyzés: Hüvelykmeneten a menetemelkedés egyenlő: 1" osztva az l"-ra eső menetek n számával.
A csavarmenet Ψ profilszöge a menetoldalak által alkotott, a menetfúró tengelyén át fektetett síkban mért szög.Menettető a menetprofilnak a tengelytől mért legtávolabbi része.Menettő a profilnak a tengelyhez legközelebb eső része.Menetoldal a menetprofilnak a menettetőt a menettővel összekötő része.Menetmélység a menetfúró tengelyére a menettetőtől a menettőig merőlegesen mért távolság.Külső átmérő (d) a csavar menetének a menettetőkön mért legnagyobb átmérője. A külső átmérőt a tengelyre merőleges vetületben kell mérni.Középátmérő (d2) ama képzeletbeli henger átmérője, amely a profilt akként osztja, hogy a csavarmenet szélessége és a csavarmenetköz szélessége egyenlő. A középátmérőt a menetfúró tengelyére merőleges síkban kell mérni.
A menet belső átmérője (d,) a menettövek közötti, a csavar tengelyére merőleges vetületben mért legkisebb átmérő.
A csavarmenet emelkedési szöge egyenlő a középátmérőben fekvő csavarvonal α emelkedési szögével.
Megjegyzés: Hüvelykmeneten a menetemelkedés egyenlő: 1" osztva az l"-ra eső menetek n számával.
A csavarmenet Ψ profilszöge a menetoldalak által alkotott, a menetfúró tengelyén át fektetett síkban mért szög.Menettető a menetprofilnak a tengelytől mért legtávolabbi része.Menettő a profilnak a tengelyhez legközelebb eső része.Menetoldal a menetprofilnak a menettetőt a menettővel összekötő része.Menetmélység a menetfúró tengelyére a menettetőtől a menettőig merőlegesen mért távolság.Külső átmérő (d) a csavar menetének a menettetőkön mért legnagyobb átmérője. A külső átmérőt a tengelyre merőleges vetületben kell mérni.Középátmérő (d2) ama képzeletbeli henger átmérője, amely a profilt akként osztja, hogy a csavarmenet szélessége és a csavarmenetköz szélessége egyenlő. A középátmérőt a menetfúró tengelyére merőleges síkban kell mérni.
A menet belső átmérője (d,) a menettövek közötti, a csavar tengelyére merőleges vetületben mért legkisebb átmérő.
A csavarmenet emelkedési szöge egyenlő a középátmérőben fekvő csavarvonal α emelkedési szögével.
Jobb-
és balmenet
A menetszelvények jobb vagy bal irányban emelkedve helyezkednek el, eszerint beszélünkjobb- és balmenetről.
A menetszelvények jobb vagy bal irányban emelkedve helyezkednek el, eszerint beszélünkjobb- és balmenetről.

Jobb-
és balmenet
Jobb irányú
az a menet, amelyet az óramutató járásával egyező irányban
kell becsavarni, bal irányú ennek ellenkezője. A
menetek túlnyomó többségé jobb irányú. A balmenet
szabványos jelölése abban különbözik a jobbmenetétől, hogy a
menet jelölése elé kell írni a „balmenet szót. (Pl. balmenet
M 10 X 1,25.)
Menetszelvények
(profilok)

A
csavarmenetek különböző profilokkal készülnek. Az alkalmazott
profilt a csavar rendeltetése szerint választják meg. Az
élesmenetet (a) kötőcsavarokhoz alkalmazzuk. A szelvényszög
Whitworth-menetnél 55°, metrikus menetnél 60°. Laposmenet (b)
mozgatócsavarként kétirányú mozgásra alkalmas. Menetszelvénye
szabályos négyzet. Szerszámgépeken, satukon alkalmazzuk.
A
trapézmenetet (c) mozgócsavarként - főleg szerszámgépeken -
alkalmazzuk. Mindkét irányú igénybevételnek jól ellenáll.
(Szilárdsági szempontból ugyanis mindig az a szelvény előnyös,
amelyik tőben vastagabb, mint csúcsban.) Szelvényszöge 30°. A
fűrészmenetet (d) ugyancsak mozgatócsavarként használják.
Általában egyoldalú igénybevételek felvételére alkalmas (pl.
sajtók). Szelvényszöge 30°.
A
zsinórmenetet (e) olyan helyen alkalmazzák, ahol homok, iszap,
hőtágulás stb. jelenlétével kell számolni (pl. vasúti kocsik
összekötéséhez, hőtágulásnak kitett helyeken és a
műanyagokhoz).
Különböző
csavar- és csavaranyafajták
A csavaroknak és a csavaranyáknak igen nagy szerep jut a gépgyártásban. Rendeltetésüknek megfelelően az ipar igen nagy választékban gyártja őket.
A csavaroknak és a csavaranyáknak igen nagy szerep jut a gépgyártásban. Rendeltetésüknek megfelelően az ipar igen nagy választékban gyártja őket.


Csavartípusok

Csavaranya-típusok
Forrás:
Simon Sándor Fémipari alapképzés (1976.) című nagyszerű
tankönyve, mely a kiadása óta eltelt évtizedek dacára is
megőrizte mindazon tudás aktualitását, melyre a barkácsműhelyben
szükségünk lehet.
Szőnyeg a falon
2016.05.10. 05:00 | Thoreau
Ez egy gyors poszt lesz, cserébe
legalább rövid. Mostanában permanens témahiányban szenved a
szerkesztőség, ezért minden szembejövő megírnivalóra próbálunk
lecsapni. Az történt, hogy tegnap a jónevű JAB
Anstoetz cég
csodálatosságos budapesti képviseletén kellett a falra
felrögzíteni egy 2x3 méteres szőnyeget. Ez egyfelől persze nem
bonyolult munka, másrészt azért igényel némi átgondolást...

Egy ilyen
szőnyeg azért már nem kis súlyú. A felrögzítéshez mégsem
volt szükség mindenféle bonyolult és masszív keretekre, vagy
egyéb különleges alapra. A megrendelő adott három vékony
rétegeltlemez csíkocskát, amelyik tele volt ferdén beütött
apró acélszögekkel, olyan volt mint egy amcsi autósüldözéses
filmben a rendőrök által az útra keresztben lefektetett
szalagok. Itt persze a szögecskék csak 8-10 mm-t álltak ki a
felületből.

Ezeket a
léceket kellett felfúrjuk a falra, majd a szőnyeget egyszerűen
oda kellett nyomni hozzájuk, és szépen ott is maradt, mintha
tépőzáras lenne. A ferde szögecskék előnye, hogy a szőnyeg
saját súlya egyre jobban rányomja magát a felületre.

Feljelöltük
a lécek helyét, vízszintesen (bár itt ez annyira nem is számít).
3 db 120 centi hosszú lécünk volt, a szőnyeg meg ugye 2 méter
széles, ezért a második sorban lett egy kis folytonossági hiány.
De ez úgyis csak amolyan biztonsági tartalék, mert egy sor is
kellően masszívan tartja a súlyt.


Ráadásul
tényleg semmilyen károsodást nem okoz a felületen, hiszen csak a
szövet szálai közé nyomódnak be az apró tüskék. Mint
kiderült, ezek a lécek direkt erre a feladatra
készült céleszközök,
ettől függetlenül azt gondolom, bárki el tudja készíteni
magának is. Kétségtelen, hogy a megfelelő anyag fontos a
szögeknél, nyilván jó ha acélból vannak, nem sima vasból, és
jóval hegyesebbek is egy normál szögnél.

De érdemes
elbíbelődni vele, mert tényleg könnyű ezzel a módszerrel a
falak díszítése, és akár cserélgethetjük is a dekorációt.
Tapétázás lépésről lépésre
2016.04.27. 05:00 | Tákolm
A legkiadósabb takarítást festés után
ejthetjük meg, mikor a helyiség kiürítve, háziállatok
evakuálva, minden sarok feltárul a maga meztelen valóságában és
a festéket amúgy is le kell mosni. A festés előkészítése
porban és verítékben úszó lakást és homlokot eredményez.
Vagy ne csiszoljunk-gletteljünk, hanem terítsünk rá tapétát,
elfedve a hiányosságokat?
Ahogy
azt Móricka elképzeli - intenek a hozzáértők. A tapétázást
macerásabb előkészíteni, sokkal simábbra kell glettelni és a
sarkok, keretek környékének lefedése sokáig emlegethetővé, a
tervezettnél messze hosszabb időt igénylő szenvedéssé teszik a
tapétázást. Viszont szebb és más előnyei is vannak.
Ha
festés és tapétázás ötlete közt őrlődnek, vagy szeretnék a
profik által ismert trükkökkel megkönnyíteni a munkát, szokás
szerint egy szakkönyvet, a Cser kiadó Tapétázás
lépésről lépésre című
kiadványát nyújtjuk át virtuálisan. S mellé - mintegy
beetetésként - egy rövid, igazán rövid tippcsokrot a
tapétaválasztásról.
Hol
milyen tapétát használjunk?
Általában bárhol bármilyen tapétafajtát használhatunk de bizonyos helyiségekbe célszerű egy adott fajtát választani. Döntés előtt azt is mérlegeljük. hogy milyen mintázat illik az adott helyiség funkciójához és stílusához.
Általában bárhol bármilyen tapétafajtát használhatunk de bizonyos helyiségekbe célszerű egy adott fajtát választani. Döntés előtt azt is mérlegeljük. hogy milyen mintázat illik az adott helyiség funkciójához és stílusához.

Elegáns
stílus: az elegánsabb mintázatú tapéták ideális területe az
ebédlő és a nappali Az elegáns mintázatot indokolhatja az
épület stílusa, vagy egyszerűen csak emelheti a szoba
fényét
Praktikus szempontok: konyhákban és fürdőszobákban érdemes mosható viniltapétát alkalmazni, mert könnyen tisztítható. A csíkos minta egyszerűen ragasztható, belmagasság-növelő, elegáns hatású, amely a lakás szinte bármely helyiségében jól mutat.
Praktikus szempontok: konyhákban és fürdőszobákban érdemes mosható viniltapétát alkalmazni, mert könnyen tisztítható. A csíkos minta egyszerűen ragasztható, belmagasság-növelő, elegáns hatású, amely a lakás szinte bármely helyiségében jól mutat.

Az
egyes minták hatása
A színekhez hasonlóan a tapéta mintázata teljesen megváltoztathatja egy adott helyiség hangulatát. Ezért a minta kiválasztásakor mindig vegyük figyelembe, hogy milyen hatást fog kelteni a/ adott helyiségben.
A színekhez hasonlóan a tapéta mintázata teljesen megváltoztathatja egy adott helyiség hangulatát. Ezért a minta kiválasztásakor mindig vegyük figyelembe, hogy milyen hatást fog kelteni a/ adott helyiségben.
Csíkok:
Mivel a csíkok mindig megnyújtják a felületet. Azokba a
helyiségekbe, amelyeknek kicsit szeretnénk „megnövelni“
a belmagasságát, érdemes ezt a mintát választani. Viszont
semmiképpen ne ragasszuk egyenetlen falfelületre, mert a csíkok a
legkisebb egyenetlenséget is felnagyítják, kihangsúlyozzák.

Egyszínű
felületek: A legújabb divatot követve egyre több egyszínű,
festésre emlékezteti tapéta jelenik meg a piacon. Ezeket
meglehetősen egyszerű felragasztani, viszont pont a minták hiánya
miatt nehéz hibátlan illesztést kialakítani. Ez különösen
igaz a sötétebb színű tapétákra. Esetleg érdemes lehet az
alaptapétát a tapétával egyező színűre festeni, hogy a
pontatlan illesztések se látszódjanak.
Virágmintás tapétát általában elég könnyű felragasztani. mert a virágminta eltereli a figyelmet az illesztésekről. A nagyméretű virágminták inkább nagyobb helyiségbe valók, különben kevésbé érvényesül a minta, és kicsinyíteni fogja a helyiséget. Az apró virágmintás felületek falusias hangulatúak. Az egyenetlen vagy durva felületű falakra érdemes ilyen mintázatú tapétát ragasztani, mert a mintázat elvonja a figyelmet az alapfelület esetleges hibáiról.
Virágmintás tapétát általában elég könnyű felragasztani. mert a virágminta eltereli a figyelmet az illesztésekről. A nagyméretű virágminták inkább nagyobb helyiségbe valók, különben kevésbé érvényesül a minta, és kicsinyíteni fogja a helyiséget. Az apró virágmintás felületek falusias hangulatúak. Az egyenetlen vagy durva felületű falakra érdemes ilyen mintázatú tapétát ragasztani, mert a mintázat elvonja a figyelmet az alapfelület esetleges hibáiról.

Ismétlődő
motívumok: Az egy-két ismétlődő motívummal díszített
tapétákat nagyon precízen kell felragasztani, mert minden
pontatlanság - például ha nem függőlegesen lett felragasztva a
tapétalap - feltűnően látszik. Bár rendkívül dekoratívak.
Kezdőknek általiban nem ezeken érdemes tanulni.
Tájképek:
Egyes gyártók tájképes tapétákat is gyártanak. Az egyes
tekercseket meghatározott sorrendben kell felragasztani a falra. Ha
utálunk egy megfelelő falat, amelyen elfér a kép. Nagyon hatásos
lehet ez a felületképzési mód.

Klasszikus
minták. Vannak olyan klasszikus minták, amelyek úgy tűnik, soha
nem mennek ki a divatból. Ilyen például a liliomos minta, amely
már évszázadok óta népszerű és ma is gyakran alkalmazzák.
Ezek egy része meglehetősen egyhangú benyomást kelt, ezt mindig
vegyük figyelembe az adott helyiség tapétázásakor!
Fúró köszörülése géppel
2016.04.11. 05:00 | Tákolmány






Egy
nem túl használható és lényegében megélezhetetlen nagy késsel
próbálkoztam, majd sikere után több kisebbel. Ez a rész jól
ment, tényleg sikeresen élez. Akárcsak a szerszámoknál, itt is
örök kérdés, hogy vegyünk egy darab drága konyhai kést vagy
több eldobhatót a konstans összegből. Sajnos a drága pont
ugyanúgy beeshet a pult mögé, elveszhet, mint olcsóbb társai
így szerényebb minőségű alapanyagból válogathattam. Ilyenkor
az él megmaradásának ideje a kérdéses. Összegezve, nem lett
rosszabb, mint a fenőköves vagy köszörűgépes megoldás,
viszont egyenletesebb.





•

GÜDE UNIVERZÁLIS ÉLEZŐ
Lidl fúróköszörű
Parkside fúrószár élező 1. - Kicsomagolás. Unboxing.
https://www.youtube.com/watch?v=_IWLoO2-BTU
Parkside fúrószár élező 2. - Teszt + tapasztalatok 1
Parkside fúrószár élező 3. - Karbantartás + tapasztalatok 2. Fontos infók
Késélezés, szerszám, véső élezés / Whetting knives, tools, chisels. www.keselezes.info
Vésők, gyaluvasak köszörülése géppel és kézzel
Fúró köszörülése kézzel
2016.04.04. 05:00 | Tákolmányi

Idővel
minden csigafúró elkopik, de feltámadhat tompaságából, ha
megpróbáljuk köszörülni. Sajnos nem egyszerű feladat, sok
gyakorlást igénylő, könyvből nem elsajátítható tudomány.
Most bemutatjuk a tankönyvben leírt elveket és módszert.
Következő alkalommal a barkácsműhely és konyha (mert kést,
baltát, ollót sem könnyű élezni) kiemelt helyére kívánkozó
hős megmentőjét, a gépi élezőt teszteljük, melyet
fúróköszörülésre is kiképeztek
A jól
élezett csigafúrónak a következő követelményeknek kell
megfelelnie: helyes csúcsszög, hátszög, keresztélszög
és hosszúság, valamint egyforma magasságban lévő és
központos élek. A követelményeket a csigafúró élezésekor
kell megvalósítani. A csigafúró élezését a hátfelület
köszörülésével érjük el. A hátfelület előírásnak
megfelelő kialakítása kézi köszörüléssel eléggé bonyolult
feladat, és nagy gyakorlatot kíván. Több mozdulat
összehangolásának eredménye.

Ha a fúró
jól köszörült, az a hátszög a fúró közepe felé növekszik
(kb. 25°), míg a kerülete kisebb (kb. 6°). A hátfelület ilyen
kialakítását csak úgy tudjuk elérni, ha a fúrót egy elképzelt
kúp tengelye körül - az ún. lengetési tengely körül -
lengetjük, s közben a fúrót saját tengelye körül
elforgatjuk. Ezt a két mozdulatot a leggyorsabban úgy tudjuk
összehangolni és gyakorolni, ha egy szabályosan köszörült,
nagyobb átmérőjű csigafúrót hátfelületénél fogva egy
függőleges helyzetű egyenes síkon többször legördítünk. A
pontos legördítéskor a csigafúró azokat a mozgásokat végzi,
amelyeket köszörüléskor alkalmaznunk kell.

A
csigafúró köszörülésének kezdő állása, illetve s fúró
helyes tartása köszörüléskor

A
keresztél csökkentésének módja
Az élek
egyenlőtlen hosszából és elérő hajlásából eredő hibák
következményei:

Az a) ábrán
az élek egyenlőtlen hossza miatt a fúró átmérőjénél nagyobb
furatot fúr. A b) ábra az élek eltérő hajlásszögének hatását
szemlélteti. Következmény: a fúrót a meredekebb él átnyomja
az ellenkező oldalra és a fúró kitér a középvonalból.

A két hiba
együttesen is jelentkezhet, ez látjuk az ábrán. Következmény:
lépcsős, a fúróátmérőnél tágasabb a furat, ugyanakkor a
fúró kitér a középvonalból.
Primitív technológia?
2016.04.01. 05:00 | Thoreau
A minap megintcsak egy Youtube
videóra bukkantam, majd ennek nyomán egész sereg hasonlóra. Most
azonban csak erről az egy videóról írnék pár szót. A
tévében persze már mindenki látott mindenféle hajótöröttes,
meg lakatlanszigetes filmet, és persze a National Geographic
különböző, a világ eldugott vidékein élő természetközeli
népek életéről szóló dokufilmek közül is láthattunk
legalább néhányat. Van tehát némi fogalmunk arról, - ha
más nem elméletben - hogyan is kell kinézzen egy
hagyományos, a természetben található építőanyagok
felhasználásával épült kunyhó.

Az
itt bemutatott videó is ilyesmiről szól. A technológia abszolút
kőkorszaki, az egyetlen használt eszköz egy kőből készült
fejjel rendelkező baltaféleség, aminek a feje vésőként is
funkcionálhat.
Az
építőanyag azonban a fa váz kivételével szinte teljes egészében
agyag. Ideértve a falakat, és magát a tetőt is, amit saját
gyártású és égetésű cserepekkel borít a film szereplője.
De
van itt több más érdekes is, például a kunyhóban kialakított
fekvőhely, amit alulról fűt a tűzhely. Érdemes megnézni, hogy a
házikó egyik oldalán van a tűzhely, de a másikon a füst
kivezető nyílás, tehát a forró füst a fekvőhely alatt
kialakított, lapos kövekkel borított hosszú csatornában megy
végig.

Nem
is szaporítom tovább a szót, nézzük a mozit:
Primitív Technológia: Cseréptetős kunyhó
Primitive Technology: Palm Thatched Mud Hut
Primitive Technology:Fish Pond-part 1!Primitive life-wilderness
Primitive Life:Fish Pond-part2-Stone Embankment!
Az bizonyos, hogy az égetésnek gyakorlott mestere kell legyen, aki ilyen kunyhót épít, és persze nem árt, ha valóban jó minőségű agyagot lehet bányászni a környéken. Azonban számomra mégiscsak az a legérdekesebb az egészben, hogy ezzel a meglehetősen primitív technológiával milyen összetett házikót sikerül építeni.

A Youtube
csatornához tartozik
egy weboldal, pontosabban blog is, érdemes ott is körülnézni,
angol nyelvű az igaz, de a videók érthetőek nyelvtudás nélkül
is.
Köszörülés a gyakorlatban
2015.12.07. 05:00 | Tákolmányi0 KOMMENT

A
köszörűkorong szabályozása: Köszörülés közben a
köszörűkorong kopik, elhasználódik. Ez kétféle módon
jelentkezhet: a korong eltömődik vagy egyenlőtlenül kopik. Az
eltömődést az okozza, hogy lágyabb fém köszörülésekor a
leváló fémrészecskék a korong szemcséi közé tömődnek, az
elkopott szemcsék nem esnek ki, újabbak pedig nem kerülnek a
felszínre. Ilyenkor a korong nem forgácsol, csak dörzsöl.
A
korong egyenlőtlen kopását rendszerint az egyoldalú igénybevétel
idézi elő, ezáltal szabálytalan alakú lesz, kicsorbul. Az
egyenlőtlenül kopott korong egyrészt üt, ami a korong
sérüléséhez vezethet, másrészt az egyenlőtlen anyagelosztás
következtében - figyelembe véve a nagy fordulatszámot -
rezgéseket okoz.
Az eltömődött és egyenlőtlenül kopott korongot szabályozni kell. A szabályozást (lehúzást) csőbe foglalt szilíciumkarbid rúddal vagy szabályozócsillaggal végezzük. Lehúzáshoz általában a csőbe ágyazott sziliciumkarbid rudat vesszük igénybe. A szilíciumkarbid rudat a korong vízszintes középvonalához viszonyítva kb. 10°-ra, a középvonal alatt kb. 12 mm-re állítjuk és az így beállított lehúzóval óvatosan közelítjük meg a forgó korongot.
Az eltömődött és egyenlőtlenül kopott korongot szabályozni kell. A szabályozást (lehúzást) csőbe foglalt szilíciumkarbid rúddal vagy szabályozócsillaggal végezzük. Lehúzáshoz általában a csőbe ágyazott sziliciumkarbid rudat vesszük igénybe. A szilíciumkarbid rudat a korong vízszintes középvonalához viszonyítva kb. 10°-ra, a középvonal alatt kb. 12 mm-re állítjuk és az így beállított lehúzóval óvatosan közelítjük meg a forgó korongot.
A
köszörűkorong lehúzása lehúzó-gyémánttal
Nagyobb
méretű anyagleválasztással járó korongszabályozást
hullámosított acéltárcsákból készült szabályozócsillaggal
végzünk. A szabályozócsillagot ugyancsak kézzel szorítjuk a
korong felületéhez. Ennél a műveletnél igen fontos a biztos és
merev alátámasztás, valamint az egyenletes vezetés. A korong
szabályozását csak az e célra kiképzett és nagy gyakorlattal
rendelkező szakmunkás végezheti.

Szabályozócsillag
A szerszámok hűtése
Köszörüléskor a súrlódás következtében igen nagy hő fejlődik.
A keletkezett hő káros, mert
- a szerszám anyagában az egyenlőtlen felmelegedés következtében belső feszültségek és repedések keletkezhetnek;
- a szerszámok kilágyulnak;
- a köszörűkorongban is belső feszültségek keletkezhetnek, ami a korong szétrobbanásához vezethet. A fentiek elkerülésére a szerszámot köszörülés közben hűteni kell.
Ez úgy történik, hogy a szerszámot időszakonként - mielőtt a szerszám élén a felmelegedés okozta elszíneződés megjelenne - a vízzel telt hűtőedénybe mártjuk és mozgatva lehűtjük. A hűtővíz tartálya legyen nagy, hogy a hűtővíz ne melegedjen hamar fel. Szerszámtámasz és védőszemüveg nélkül ne köszörüljünk, mert az balesetet okozhat, továbbá megnehezíti a szerszám élszögeinek pontos kialakítását.A köszörülés menete
Köszörüléskor a szerszámot a korong előtt levő szerszámtámaszra fektetjük, kézzel tartva mérsékelt nyomással a korongnak szorítjuk és egyenletesen mozgatjuk. Nagyoló köszörülést lehetőleg a korong palástján végezzünk.
Az egyszerű köszörűgépeken szerszámtámaszként vízszintesen rögzített lapot találunk, amelynek magassága és a korongtól való távolsága állítható. Az igényesebb munkát végző gépeket kettős, szögben elállítható szögasztallal szerelik fel.

Szerszámtámasz
és szögasztal
A különböző szerszámok köszörülése
A szerszámtámaszra helyezett vágó szárát jobb kezünkkel megfogjuk és az asztalhoz szorítjuk. A bal kezünk vágóra helyezett ujjaival pedig vezetjük és ide-oda mozgatjuk a vágót.

A
laposvágó köszörülése
A
rajztű és a pontozó köszörülését hasonlóan végezzük,
azzal a különbséggel, hogy nem mozgatjuk őket jobbra-balra,
hanem köszörülés közben tengelyük körül forgatjuk.
Köszörüléskor ne a köszörűkoronggal szemben álljunk, hanem
attól jobbra vagy balra helyezkedjünk el. Ügyeljünk arra, hogy
munka közben kézzel ne érjünk a forgó koronghoz.

A
körző helyes és helytelen köszörülése
A
körzőt összecsukott szárral úgy köszörüljük hegyesre, hogy
a két szár egyenlő hosszúságú, és együttes keresztmetszete
kör legyen. A körzőszárak külön-külön való köszörülése
ezeket a követelményeket nem elégíti ki.
Baleseti
veszélyek köszörülés közben
Köszörűgép megindítása előtt a korong épségét ellenőrizzük, s csak akkor indítsunk, ha arról már meggyőződtünk.
- Ellenőrizzük a szerszámtámasz korongtól való távolságát. Nagy hézag esetén ugyanis a szerszám a támasz és a korong közé szorulhat és korongrobbanást idézhet elő. A nagy fordulatszámmal forgó köszörűkorong szétrepülhet, ez pedig állandó balesetveszélyt rejt magában. Ezért védőburkolat nélkül köszörűgépen sohase dolgozzunk.
- Vigyázzunk arra, hogy köszörülés közben a forgó korongot kézzel ne érintsük.
- Köszörülés közben a korongról leváló szemcse vagy a szerszámról lerepülő forgács súlyosan veszélyeztetheti a szem épségét. Ezért köszörüléskor minden esetben védőszemüveget kell használni.
- Balesetet okozhat az is, hogy a dolgozó nem helyezi a köszörülendő szerszámot a szerszámtámaszra, hanem a szerszám és a támasz közé az ujjait helyezi.
- Különös gondot kell fordítani az áramütés elkerülésére. A nedves köszörülés fokozza az áramütés veszélyét, ezért gondosan be kell tartani a villamos berendezésekre előírt biztonsági szabályokat.
Balesetet
Köszörűgép megindítása előtt a korong épségét ellenőrizzük, s csak akkor indítsunk, ha arról már meggyőződtünk.
- Ellenőrizzük a szerszámtámasz korongtól való távolságát. Nagy hézag esetén ugyanis a szerszám a támasz és a korong közé szorulhat és korongrobbanást idézhet elő. A nagy fordulatszámmal forgó köszörűkorong szétrepülhet, ez pedig állandó balesetveszélyt rejt magában. Ezért védőburkolat nélkül köszörűgépen sohase dolgozzunk.
- Vigyázzunk arra, hogy köszörülés közben a forgó korongot kézzel ne érintsük.
- Köszörülés közben a korongról leváló szemcse vagy a szerszámról lerepülő forgács súlyosan veszélyeztetheti a szem épségét. Ezért köszörüléskor minden esetben védőszemüveget kell használni.
- Balesetet okozhat az is, hogy a dolgozó nem helyezi a köszörülendő szerszámot a szerszámtámaszra, hanem a szerszám és a támasz közé az ujjait helyezi.
- Különös gondot kell fordítani az áramütés elkerülésére. A nedves köszörülés fokozza az áramütés veszélyét, ezért gondosan be kell tartani a villamos berendezésekre előírt biztonsági szabályokat.
Balesetet
Forrás:
Simon Sándor Fémipari alapképzés (1976.) című nagyszerű
tankönyve, mely a kiadása óta eltelt évtizedek dacára is
megőrizte mindazon tudás aktualitását, melyre a barkácsműhelyben
szükségünk lehet.
Mutasd! - Rönkhasítók
2015.12.03. 05:00 | Tákolmányi
Fával fűtök. A miértre
nagyjából ötödik indokom a sorban, hogy nincs bevezetve a gáz.
Bár olcsóbb, mint a gázfűtés, a téli tüzelő beszerzése
folyamatos harc a piac szereplőivel, ahol egy percre sem lankadhat
figyelmünk. Eleve abból a feltételezésből kell kiindulni, hogy
fakereskedő (mindig kínosan kerülöm a "faszállító"
kifejezést) azért jön, hogy átverjen. Egy bevált kereskedő
ezért értékes tagja ismeretségünknek, szinte családtag.

Kényelmesen
konyhakész tűzifát rendelek, mert szeretném még 15-20 évig
használni a gerincemet. Léteznek költségcsökkentő alternatív
megoldások persze, mint a méterfa vásárlás. Ezek méteres
(valóságban rövidebb) fatörzsek, amit nekünk kell méretre
darabolni és hasogatni.
Vallom,
hogy a méterfa csak látszatra olcsóbb. Kezdődik a "kugliba"
fűrészeléssel, mellyel jól elszórakoztathatjuk szomszédainkat
vasárnap délutánonként. (Egyszer még kiírunk egy
novellapályázatot a "Miért utálom a szomszédaimat"
témakörben). A láncfűrészhez (hiszen 20-50 cm átmérőjű
törzsekről beszélünk) üzemanyagot, lánckenőolajat,
láncreszelőt kell vásárolnunk és a fűrészelésre fordított
idő is pénz. A kugli hasogatása manuálisan fejszével történik.
Itt jön a gerincproblémás rész, illetve a tevékenység rejt
veszélyeket.
Suhintás,
az elrepülő fejszenyél parabolikus ívet zár be, rövid sikoly a
szomszédból (mint a "Miért sikoltozik a szomszédod? Mert
hullik a haja" reklámban), majd csend. A kuglihasogatás
problémájára nyújt gyógyírt az elektromos rönkhasító
berendezés. Mai videoválogatásunk a különféle elveken működő
házi és gyári konstrukciókból válogat.
Házi
készítésű kúpos rönkhasítót mutat be készítője. A videó
teljesen ismeretterjesztő, megtudhatunk belőle sokat a forgó kúpos
méterfa hasításról.
kúpos rönkhasító gép méteres fához
Itt
egy mozgó ék vágja ketté hosszában a méterfát...
Házi készítésű rönkhasító
...szemben
azzal a módszerrel, mikor az anyagot tolják rá a mozdulatlan ékre.
A gép 23 tonnás erőt fejt ki. Ismert bányászdal szól 16
tonna szénről, ha egyenértékű a fűtőértékük, lehetne
favágódal is. "23 tonnát raksz, és mennyi a béred?!"
Tüzifa feldolgozás OMA gépekkel 23t rönkhasító
De
hogy ne csak a gépi meghajtású szerkezetek szerepeljenek itt,
bemutatunk egy Guillotine-elven működő hasítót, mely a lezuhanó
tömeg segítségével aprít. Példaértékű videó, mely az
elkészítését animációkkal fűszerezve, részletesen bemutatja.
Saját készítésű fahasító. (Hand-operated splitter)
Saját készítésű fahasító II. (Hand-operated splitter II. )
Szintén rönkhasítás, de gyökeréig ható fajta. Itt a talajban maradt tuskót darálják fel egy célgéppel. Ezek szerint az igény máshol is felburjánzott, hogy ne fél napig kelljen ásóval - csákánnyal - fejszével kínlódni a tuskó kiásásával.
John Deere 8100 and Rotor S stump grinder
Videoválogatásainkat
vagy vicces vagy a "világ legnagyobb" típusú filmecskék
szokták zárni. A rönkhasítás ezek szerint nem humoros
tevékenység, mert még a "vicces rönkhasító" című
videó sem vicces, így egy behemót rönkhasítóval búcsúzunk:
Amazing Wood Cutting Machine
A japán fűrész
2015.11.24. 05:00 | Thoreau
A kézi fűrészek mostanában
kicsit kimentek a divatból, legalábbis ami az otthoni barkácsolást
illeti. Míg gyermekkoromban mindent rókafarkú-, illesztő-, lomb-
vagy épp keretes fűrésszel és a karunk erejével szabtunk,
manapság már különböző elektromos fűrészgépekkel kaszabol
mindenki. Ez végül is érthető, bár azért ennek is vannak
hátrányai.

Először is
áramra van szükség. Dugalj kell, meg hosszabbító. Aztán az
elektromos fűrész mindenképp nagyobb és nehezebb egy
kézifűrésznél, ha rend van a műhelyünkben, akkor a munkához
eleve elő kell szedjük valahonnan. Ez pedig néha már túl sok
macera. Ha tényleg csak egy vágásra van szükség mondjuk a
lakásban, vagy épp az udvaron, akkor a fenti menetrendet
végigpörgetve, az ember kedve hamar elmegy az elektromos eszköz
elővételétől. Sokszor magától a munkától is.
Pedig egy jó
kézifűrész is alkalmas lehet erre a feladatra, ezt csak le kell
akasztanunk a szerszámfalunkról, és már használható is. Az
utóbbi időben a Furdancs blogon is előtérbe kerültek az
elektromos eszközök, a mindenféle GÉPEK. Itt az ideje, hogy
kicsit visszatérjünk az alapokhoz, és átismételjük a
kéziszerszámok használatának módját.
A fafűrészek
világa például érdekes világ. Millió változatban találunk
fűrészeket, és ráadásul ezek valóban mind-mind másra valók.

Tényleg
sokféle fűrész létezik, és valóban mindnek megvan a maga igazi
szerepe, bár kétségtelen, hogy vannak átfedések a
munkafolyamatokban.
Most például
egy olyan kézifűrész akadt a kezünkbe, amely csak néhány éve
került jobban a reflektorfénybe, legalábbis nálunk. Ez pedig a
japánfűrész néven nevezett, vékony és hajlékony pengéjű
szerszám. Épp ez a hajlékonyság a szerszám erőssége. Ugyanis
képes arra, amire szinte egyetlen más fűrész sem, hogy pontosan,
hézagmentesen vágjunk vele bármilyen felület mellett. Persze a
vékony fűrészlap meghajlított állapotban nem túlságosan erős,
épp ezért ezek a fűrészek sokszor nem tolásra, hanem húzásra
vannak kitalálva. Vagyis a fogazatuk épp fordított a legtöbb
fűrészéhez képest.


A
japán fűrészek között vannak egészen arisztokratikus és
kinézetükben is nagyon klasszikus darabok. Ezeknél
nyilvánvaló a tradicionális japán kovácsolással és a
kardkészítéssel való párhuzam sejtetése. Itt a markolat is
mindenféle egzóta fafajból készül, szigorúan kézzel és
rettentően hagyományos módon... Azonban számunkra
elsősorban az a fontos, hogy egyáltalán legyen
egy ilyen szerszámunk. Mert
ez bizony igazán jól használható. Erre pedig nagyon is jól
megfelel egy modernebb darab is, például az itt bemutatott Extol
szerszám. Ennek a nyele ugyan műanyag, cserébe nem csúszik,
és akkor sem lesz baja, ha épp egy kis nedvesség éri. Az igazán
fontos úgyis a penge, azzal pedig ennél a modellnél nincs
hiba. Elsősorban a már említett síkban vágásoknál segít,
amikor a fal vagy a padló mellett kell közvetlenül vágnunk, de
ugyanígy alkalmas lehet a keskeny penge miatt például igazán
precíz fogazások, csapolások készítéséhez is. Az egész
fűrész pár deka, és áram sem kell hozzá. Szinte mindenhol
elfér, akár egy kis fiókban is. Én mindenképp azt javaslom -
talán még nincs késő - a szokásos, Jézuskához/Télapóhoz írt
levélbe nyugodtan írjatok bele egy ilyet is.
Lehet, hogy
ez lesz az idei év leghasznosabb ajándéka.
Fémipar: A reszelők kiválasztása
2015.11.02. 05:00 | Tákolmányi
Mielőtt hozzáfognánk a
reszeléshez, ki kell választani a munkához legalkalmasabb
reszelőt. A reszelő kiválasztása a lereszelendő anyag
minőségétől és mennyiségétől, az elérendő felületi
finomságtól, a munkadarab alakjától és nagyságától függ.

A reszelő
kiválasztásakor mindig a gazdaságossági szempontokat tartsuk
szem előtt: minél kisebb fáradsággal, minél rövidebb idő
alatt, minél kisebb szerszámfogyasztással kell elkészítenünk a
munkadarabot.
Főbb
szempontonként a következőket vegyük figyelembe:
- Szívós anyagokhoz kettős vágású, lágy anyagokhoz egyes vágású, könnyűfémekhez mart fogú reszelőket használjunk.
- A reszelő alakját a megmunkálandó felület alakjától függően válasszuk meg.
- Használjunk előreszelőt, ha 0,5 mm-nél vastagabb a leválasztandó réteg. Dolgozzunk simítóreszelővel, ha 0,3 mm-nél kisebb, és finomsimító reszelővel, ha 0,1 mm-nél kevesebb a leválasztandó rétegvastagság.
- Egyenes felület reszelésére az egyenes laposreszelő nem alkalmas, csak a domborúan ívelt.
- Szívós anyagokhoz kettős vágású, lágy anyagokhoz egyes vágású, könnyűfémekhez mart fogú reszelőket használjunk.
- A reszelő alakját a megmunkálandó felület alakjától függően válasszuk meg.
- Használjunk előreszelőt, ha 0,5 mm-nél vastagabb a leválasztandó réteg. Dolgozzunk simítóreszelővel, ha 0,3 mm-nél kisebb, és finomsimító reszelővel, ha 0,1 mm-nél kevesebb a leválasztandó rétegvastagság.
- Egyenes felület reszelésére az egyenes laposreszelő nem alkalmas, csak a domborúan ívelt.

A reszelőt
egyenesség és íveltség szempontjából munkába vétel előtt
szemmértékkel ellenőrizük.
Az
ellenőrzéskor tapasztalható esetek:
- a reszelő mindkét oldala egyenes (a);
- a reszelő mindkét oldala domború (b);
- a reszelő egyik oldala homorú, a másik domború (c);
- a reszelő görbe (d);
- a reszelő csavart (e).
- a reszelő mindkét oldala egyenes (a);
- a reszelő mindkét oldala domború (b);
- a reszelő egyik oldala homorú, a másik domború (c);
- a reszelő görbe (d);
- a reszelő csavart (e).
Mivel
pontosan egyenes felületek megmunkálására csak a domborúan
ívelt reszelők alkalmasak, ezért csak a (b) és (c) reszelők
alkalmasak sík felületek megmunkálására.
Alakjuk szerint a reszelők rendkívül sokfélék lehetnek. A gyakoribb reszelőfajták és alkalmazásuk az alábbi felsorolásban láthatók:
Alakjuk szerint a reszelők rendkívül sokfélék lehetnek. A gyakoribb reszelőfajták és alkalmazásuk az alábbi felsorolásban láthatók:

Négyszögletes
karreszelő: felületek nagyolásához (1)
Lapos karreszelő: felületek nagyolásához (2)
Lapos műhelyreszelő: sík és domború felületekhez (3)
Négyszögletes műhelyreszelő: négyszögletes lyukakhoz és derékszögű nyílásokhoz (4)
Háromszögletes műhely reszelő: három élű lyukakhoz, éles sarkú kivágásokhoz (5)
Fűrész reszelő: fűrész élesítéséhez (6)
Késreszelő: ék- és fecskefark alakú lyukakhoz, hornyokhoz (7)
Kerek műhelyreszelő: kerek lyukakhoz és hornyokhoz (8)
Félkerek műhelyreszelő: gömbölyű oldal: lyukakhoz és hornyokhoz, lapos oldal: sík felülethez (9)
Kardreszelő: éles sarkú hornyokhoz és lyukakhoz (10)
Lapos három élű reszelő: éles sarkú hornyokhoz és lyukakhoz (11)
Madárnyelvreszelő: nagy sugarú homorú gömbölyítésekhez (12)
Tűreszelő: Kisebb lyukakhoz, különféle alakú kivágásokhoz (különféle kialakítás)
Lapos karreszelő: felületek nagyolásához (2)
Lapos műhelyreszelő: sík és domború felületekhez (3)
Négyszögletes műhelyreszelő: négyszögletes lyukakhoz és derékszögű nyílásokhoz (4)
Háromszögletes műhely reszelő: három élű lyukakhoz, éles sarkú kivágásokhoz (5)
Fűrész reszelő: fűrész élesítéséhez (6)
Késreszelő: ék- és fecskefark alakú lyukakhoz, hornyokhoz (7)
Kerek műhelyreszelő: kerek lyukakhoz és hornyokhoz (8)
Félkerek műhelyreszelő: gömbölyű oldal: lyukakhoz és hornyokhoz, lapos oldal: sík felülethez (9)
Kardreszelő: éles sarkú hornyokhoz és lyukakhoz (10)
Lapos három élű reszelő: éles sarkú hornyokhoz és lyukakhoz (11)
Madárnyelvreszelő: nagy sugarú homorú gömbölyítésekhez (12)
Tűreszelő: Kisebb lyukakhoz, különféle alakú kivágásokhoz (különféle kialakítás)
Az egészen
kis - reszelőnyél nélkül használt - reszelőket tűreszelőknek
nevezzük. A tűreszelők is különböző alakban készülnek.
Keresztmetszetük megegyezik a műhelyreszelők keresztmetszet
választékával.

A
hajóreszelő kengyelszerű nyele
A
terjedelmes sík felületek reszeléséhez, rendszerint a hántolandó
felület előnagyolására hajóreszelőt használunk. A
hajóreszelőt nem a szokásos reszelőnyéllel fogjuk meg, hanem
gázcsőből készített, kengyelszerűen alakított nyelet
használunk
Reszelőnyél
A műhelyreszelőket csak akkor lehet használni, ha reszelőnyéllel vannak ellátva. Nagyobb és közepes nagyságú reszelők nyelét úgy erősítjük fel, hogy a reszelőt tüskével lefelé függőleges helyzetbe állítjuk és így helyezzük a nyel furatába, majd erőteljesen a satupadhoz ütögetjük. Kisebb reszelőket a nyélre irányított apró ütésekkel rögzítünk.
A műhelyreszelőket csak akkor lehet használni, ha reszelőnyéllel vannak ellátva. Nagyobb és közepes nagyságú reszelők nyelét úgy erősítjük fel, hogy a reszelőt tüskével lefelé függőleges helyzetbe állítjuk és így helyezzük a nyel furatába, majd erőteljesen a satupadhoz ütögetjük. Kisebb reszelőket a nyélre irányított apró ütésekkel rögzítünk.

A
reszelőnyél felerősítése nagyobb és kisebb reszelőkre

A
reszelőnyél helytelen felerősítése
A kisebb reszelők nyelét úgy vesszük le, hogy a reszelőt satuban rögzítjük és nyelénél fogva felülről lefelé rántva kihúzzuk.

A
reszelőnyél levétele satu segítségével és ütögetéssel
Forrás:
Simon Sándor Fémipari alapképzés (1976.) című nagyszerű
tankönyve, mely a kiadása óta eltelt évtizedek dacára is
megőrizte mindazon tudás aktualitását, melyre a barkácsműhelyben
szükségünk lehet.
Fémipar: Reszelők
2015.10.26. 05:00 | Tákolmányi

A
reszelés egyike azoknak a megmunkálási műveleteknek, amit szinte
minden vas- és fémipari szakmunkásnak és barkácsolónak jól
kell tudnia. Gyártási, javítási és szerelési munkák közben
mindennapi feladat, hogy valamilyen munkadarabról vékony
fémréteget kell reszelővel leválasztani.
Reszelni
akkor gazdaságos, ha viszonylag kevés anyagot kell a munkadarabról
leforgácsolni. Nagyobb mennyiségű anyag leforgácsolása ugyanis
gépi úton végezhető gazdaságosan. Éppen ezért a gépi
forgácsolás a reszelést már számos területről kiszorította.
A reszelésnek azonban ma is rendkívül nagy jelentősége van az
egyedi gyártással készített alkatrészek megmunkálásában,
illesztésénél és után-munkálásánál. Reszelésre tehát
főleg ott van szükség, ahol a gépi megmunkálás vagy nem
gazdaságos vagy nagyon körülményes
.
A reszelés célja a munkadarabnak a műhelyrajz előírásainak vagy az egyéb követelményeknek minden vonatkozásban megfelelő, különböző reszelőkkel való kézi megmunkálása a munkadarabokon meghatározott változtatások elérésére. Reszelés a reszelővel végzett felületi megmunkálás. Ha a reszelőt nyomással végigtoljuk a munkadarab felületén, ék alakú fogai az anyagról kis forgácsokat választanak le. A reszelő több élű forgácsolószerszám, úgy működik, mintha több egyélű szerszám lenne egymás mellett, ill. egymás mögött elhelyezve.
.
A reszelés célja a munkadarabnak a műhelyrajz előírásainak vagy az egyéb követelményeknek minden vonatkozásban megfelelő, különböző reszelőkkel való kézi megmunkálása a munkadarabokon meghatározott változtatások elérésére. Reszelés a reszelővel végzett felületi megmunkálás. Ha a reszelőt nyomással végigtoljuk a munkadarab felületén, ék alakú fogai az anyagról kis forgácsokat választanak le. A reszelő több élű forgácsolószerszám, úgy működik, mintha több egyélű szerszám lenne egymás mellett, ill. egymás mögött elhelyezve.

A reszelő a fogakkal ellátott reszelőtestből és a nyél felerősítésére szolgáló tüskéből áll. Kétféle módon készítik: vágással és marással. A vágott reszelőket úgy készítik, hogy megfelelő profilú vágószerszámot egymástól megfelelő távolságra beütnek a reszelőtestbe. Tehát minden reszelőfog a vezetőtestben levő egy bemélyedésből és egy kiemelkedő élből áll. Az élben a reszelőtestből a vágás hatására kinyomódott anyag zömítődik, ezért az ilyen reszelők fogainak szilárdsága igen nagy.
A reszelőkön a fogakat a reszelő hossztengelyéhez képest ferdén vágják vagy marják. A ferde fog könnyebben vág, mint az egyenes, azonkívül így könnyebb a forgács eltávolítása is. Ha a reszelőn a fogak csak egyirányúak, akkor egy irányban fogazott reszelőnek nevezzük. Nagy szilárdságú, főleg acélanyagok számára két irányban vágott, ún. keresztvágású reszelőket készítettek. A felső vágás az alsó vágás éleit sok kis vágóélre osztja fel. így a reszelő - azonos erőkifejtéssel - több forgácsot választ le, tehát jobb hatásfokkal dolgozik.

A reszelők
vágási finomság szerinti megnevezése
Ilyen
kialakítás miatt egyes fogak kis, mások nagy forgácsokat
választanak le, ezért a reszelő simán dolgozik és minőségileg
egyenletes felületet készít. A reszelővel szemben támasztott
követelményeket nem lehet kielégíteni csupán a forgácsolási
és egyéb szögek változtatásával. A reszelő készítésekor
ui. arra is gondolni kell, hogy mekkora felületet kell megmunkálni,
milyen minőségű felületet kell készíteni, mennyi anyagot kell
forgácsolni vele. Ezért készítik a reszelőket különböző
vágási távolságokkal és finomsággal.

A vágási
finomság jelei
A reszelőket
vágási finomságuk szerint három fő csoportba osztjuk: nagyoló
vagy karreszelők, előreszelők és simítóreszelők. A reszelő
vágási finomságát az 1 cm-es reszelőhosszra eső vágások
száma határozza meg, ez 4 és 120 között változhat. Az egészen
kis - reszelőnyél nélkül használt - reszelőket tűreszelőknek
nevezzük. A tűreszelők is különböző alakban készülnek.
Keresztmetszetük megegyezik a műhelyreszelők
keresztmetszet-választékával.
Forrás:
Simon Sándor Fémipari alapképzés (1976.) című nagyszerű
tankönyve, mely a kiadása óta eltelt évtizedek dacára is
megőrizte mindazon tudás aktualitását, melyre a barkácsműhelyben
szükségünk lehet.
Műhelynapló: Varia állvány 2.
2015.09.30. 05:00 | Tákolmányi
Fémipari alapok című elméleti
sorozatunk gyakorlati mellékletében egy változtatható
polcmagasságú és szétszedhető polc készítését követhetik
nyomon. Első
részben a
tervezés, szerkezeti elemek darabolása és letisztítása került
terítékre.

Már majdnem
hozzáért a hegesztőpálca az összeállított elemekhez, mikor
elértük a még feldolgozható hosszúságú írásterjedelmet.
Folytatjuk az ismertetőt, közben bemutatok néhány szerszámot és
kiegészítőt, mely a kocahegesztő életét teszi könnyebbé.

Emlékeztetőként:
a szabvány műanyag (zöldséges) rekesz szélességű vázból
csavarral rögzíthető karok nyúlnak ki. Jó esetben ezek
tükrözhetőek és felcserélhetőek lesznek.

Mivel több,
ugyanolyan kialakítású alkatrészt, illetve egy vonalon fekvő
furatot kell készíteni, sablon készítését javasoltam.

Ezáltal
kevesebbet kell méricskélni és biztosak lehetünk, hogy végén
mindkét furat odakerül, ahova akartuk.

A váz
szélére helyezett furatok segítenek némileg variálni a polcot,
mivel átfordítva 3 centivel csökkenthetjük vagy növelhetjük a
polctartók távolságát.

Autodidakta
hegesztő vagyok, kezdő periódusban, ezért kéretik a kritikákat
mellőzni. A fém alkatrészeket többféle szögben segít
ideiglenesen összeilleszteni ez a csodás
segédeszköz.
Igen erős mágnes tartja stabilan a fémdarabokat, a horonyszerű
kiképzés segítségével csöveket is könnyen illeszthetünk
vele. A beállítható szögeket a felfestett ábrák szemléltetik.
 Egy
probléma adódik a mágnesességéből, miszerint vonzza a
vasreszeléket. Ha nem töröljük le, a felfekvő felületek közé
kerülnek a szemcsék és ponttalanságot okozhatnak. Nem árt
mindjárt kettőt beszerezni, hiszen a hasábok vagy csövek
találkozásánál két derékszöget kell pontosan beállítanunk.
Egy
probléma adódik a mágnesességéből, miszerint vonzza a
vasreszeléket. Ha nem töröljük le, a felfekvő felületek közé
kerülnek a szemcsék és ponttalanságot okozhatnak. Nem árt
mindjárt kettőt beszerezni, hiszen a hasábok vagy csövek
találkozásánál két derékszöget kell pontosan beállítanunk.
Először
csak megfogattam ponthegesztéssel az alkatrészeket. Nem is
hinnénk, milyen vetemedéseket okoz a megolvadt vas hőhatása.
Érdemes folyamatosan nyomon követni a bezárt szögek változását.

Ezután
igyekeztem a zártszelvények találkozásánál varratot húzni.
Nem volt célom lefedni a teljes felületet, legalábbis most ezt
mondom. Az állvány lábát látjuk, melynek a legnagyobb
erőhatásokat kell elviselni. Nem árt biztosra menni
összehegesztésekor.

Lecsiszolva
eltűnt a varrat kitüremkedő része. Nyugtassuk magunkat: majd a
festék elfedi a gödröket. Hiába, persze. Nem fedi el.

Innentől
már van egy biztos sablonunk, hiszen nem árt, ha mindkét vázdarab
fedi egymást.

Felsorakozott
a szerszámkészlet, mely szintezhetővé teszi a lábat.
Készíthetünk csodásan vízszintes, egybevágó talpakat, ha a
pince gidres-gödrös. Inkább gondoskodjunk előre a
kiegyenlítésről, mint összehajtott újságpapírral ékeljük ki
a billegő lábakat.

A
kapupántcsavar mindenre jó, most domború feje szolgál a nyomás
elosztására és még fényes is. A talpon átmenő furatba menetet
vágok és a képen látható anya fogja megszorítani a csavart.

Bitfejes menetfúrót használtam
a célra. Gyors és biztos munkát garantált, szemben a kézi
hajtány hátrányaival, ami nekem össze-vissza csuklott és még
nyomni is kellett forgatás közben. Itt ráillesztettem a furatra
és engedtem, hadd csavarja be magát a lyukba.

Valahogy így
gondoltam a végeredmény. Itt említem meg, mennyire drágák a
fröcssöntött termékek, legyen az konyhai tartódoboz vagy akár
zártszelvény-dugó, mely ide fog kerülni.

Elkészült
a váz. Ebből áll majd ki a polctartó kar páros, melyek közé
be lehet pattintani a műanyag rekeszt. Ha nem teljesen
szétszedhetőre tervezem, egy csomó furkálást megspórolhattam
volna és simán összehegesztem. Ritkán szállított polcok
esetében ez javallott. Előfordulhat egy kitelepüléskor, hogy nem
akarjuk az autó ablakait kockáztatni egy ekkora állvánnyal vagy
postázni szeretnénk, hát ezért ilyen.

Íme
egy példa a tervezés fontosságára és az alkatrészek
"összeakadásának" elkerülésére. Fent a függőleges
összekötő elem látható, a lenti szögvas pedig a polctartó kar
felfekvő része. Ha csak össze-vissza furkálnék a vázba, nem
férnének el egymás mellett összeszereléskor.

Hegesztés
ismét

Na
jó, valamit mégis takar a festék

Ha
véletlenül mégis szükség lenne néhány furatot pontosítani,
mert nem illeszkednek tökéletesen, nagy szolgálatot tehet egy
lépcsős tágító.

Itt
használtam ki az alkalmat, hogy kipróbáljam a számbeütő
készletet, melyet nemrég vásároltam. Egyedileg - azaz nem
tükrözve - illesztett alkatrészeknél jó szolgálatot tehet
azonosítani, mit hová terveztünk eredetileg felcsavarozni.

Persze, ez
egy jól megtervezett és kivitelezett szerkezetnél nem fordulhat
elő. Későbbi tapasztalat, hogy gyakran szétszerelt vázaknál
nem is baj, ha nagyvonalúan határozzuk meg a furatok átmérőjét.
Nincs rosszabb, mint a nagyon pontosan kimért csavarhelyekbe
gumikalapáccsal ütögetni a csavarokat, mert megszorulnak.

Inkább 30
liter víz alatt szakadjon le a gyatrán odahegesztett kar, mint 20
üveg befőttel együtt, ezért a terheléspróba fontos része
nyugodt alvásunknak. Tudományos kutatások szerint a befőttes
polcok leginkább hajnali 2-4 óra között hajlamosak összeomlani.

A festés
fontos része konstruktőri munkánknak, ezt utálom a legjobban. A
zománcfesték drága és messze nem olyan tartós súrlódó
hatásokra, mint az iparilag elektrosztatikus úton felvitt, jól
megsütött porfesték. Nemrégen viszont kellemes csalódást
okozott a vizes alapú festék. Lényeg, hogy ne keverjük a
roszdásodás miatt - még ha 5%-ot engedélyez is a használati
utasítás - vízzel és három réteget vigyünk fel. Sajnos nem
olyan szívós, mint egy zománcfesték, viszont legalább
feleannyira olcsó és - a mattot próbáltam - meggyőző a festett
felület minősége.

Íme
az összeszerelésre kész szett

Ez pedig
végső formában. Minden év más összeállítást hozhat, így
indokolt a polcok magasságának állíthatósága. Hol
paradicsomleves üvegeknek kell a hely, hol a hét decis
befőtteknek. Hol pedig elmértük a kényelmes polcmagasságot és
így nem kell újrahegeszteni az egészet.
Nincsenek megjegyzések:
Megjegyzés küldése