Javítás
, karbantartás , bekötés .
Megjavítva: rezgőcsiszoló
2016.03.23. 07:00 | Tákolmányi9 KOMMENT

Egyszerű
történet következik egy Kínába szakadt Strauss rokonnal és az
ő furcsa titkáról, amit markolatában rejtegetett. A "Megjavítva"
sorozat kezdetben mindig "Szétszedtem" címet kap, mert
elromlott, szétszedtem, aztán majd lesz valami. Most épp sikerült
életre kelteni boncolás közben. Lássuk be, ez
orvosprofesszoroknak sem sikerül mindig. Mellékhatások
tekintetében forduljon nekromantájához vagy kérdezze
műszerészét.
180
wattal nem lehet nagyot csiszolni, ezért inkább kézzel,
dörzspapírral végigsimítom azt a néhány fa alkatrészt, amit
készítek. Ritkán használtam emiatt ezt a rezgőcsiszolót, de
még így is korán elromlott. Mivel amúgy általában elégedett
vagyok ezzel a márkával (Strauss, hehe, echte bajor származásra
utal), megbocsátóan elnéztem korai halálát.

Bekerült
a "Majd egyszer megjavítom vagy kidobom" ládába, de
most előbányásztam, mert szükségem van egy kis teljesítményű
230V motorra. Hátha nem a tekercselés mondta fel a szolgálatot.

A
rezgőcsiszolót valószínűleg forgórész centírozás közben
találhatták fel. Működése egy tökéletes egyensúlytalanságban
lévő tengelyen alapul, mely fordulata közben oldalra rántja a
motortestet. Számos elektromos berendezés használja az elvet,
csak nem mindegyikre tesznek dörzspapírt...

Talpa
tartalmaz egy csapágyrögzítő mélyedést, a csiszolópapírt
felfogató rugalmas huzalt és alul gumiborítást.

Látjuk,
hogy a tengelyre erősített lendítőkerék "kettős tömegű".
Feléből lemartak néhány milliméteres réteget, és nem is
középpontján halad át a tengely. Elméletileg ezek a hatások
kiegyensúlyoznák egymást, de mivel tagadhatatlanul rezeg a
berendezés (már amikor működik), ez csak mérsékelten igaz.

Bármilyen
elektromos kéziszerszámot felbontva, nagyjából hasonló
egységeket találunk a belsejében. Műanyag ház, tápkábelt
leszorító kengyel, elektromos kapcsoló ravasz, mely tartalmaz egy
rögzítő gombot, motor forgórész - állórész, csapágyak,
hűtőventilátor...

...
kondenzátor és a szénkeféket tartó tok. Ez egy 11000
fordulat/perces motor, fokozott igénybevételnek teszi ki a rezgés,
por, hőhatás. Nehéz így üzembiztosan működni. Közben
elszomorodom, mert kiszámoltam tervezett felhasználásának
paramétereit és kissé nagy löketsebességet (27,5 cm/sec)
kaptam. Így már csak a nemes cél - az önök
ismeretterjesztő jellegű szórakoztatása - ösztönöz
folytatásra.

A
szénkefék állapotából azonnal kiderül, hogy nem elkopásuk a
hiba oka. A motorok strapabíró szerkezetek, ha nincs leégés
nyoma rajtuk és nem árasztanak amperszagot (a megpörkölődött
szigetelés sokáig szaglik), akkor van remény.

Kívülről
befelé haladva elkezdtem kimérni. Kicsiny az esélye, de egy
próbát megér meggyőződni róla, hogy a dugaszolóaljzatban -
ahová a gépet csatlakoztatjuk - van-e áram. Ha igen, készítsük
elő a mérést. Stabilan rögzítsünk minden alkotóelemet, a
csupasz áramvezető felületek véletlenül se találkozzanak egy
hirtelen mozdulat során. Itt egyszerű az érintésvédelem
biztosítása, csak egy picit kellett lehúzni a kapcsológomb
érintkezőjéről a szigetelő gumit és a sorkapoccsal is nehéz
lenne megrázatni magam. Bár semmi se lehetetlen. Viszont jó hír,
van feszültség a hálózati kábelen, azaz nem megtörés okozta
kontakthiba áll a háttérben. Pontosabban ez rossz hír, mert
ennél csak drágább alkatrész sérülhetett.

Behúzott
helyzetbe rögzítem a bekapcsológombot, ilyenkor vezetnie kéne az
áramot. De nem vezeti, csak kóbor áram járja át a mérőkört.

Átkötöm
a hibás kapcsolót. Működik. Természetesen a tápvezeték és a
kapcsoló tesztelését többször megismételtem, úgy biztos.
Lehet, hogy csak egy kapcsolóba került porszem okozta a
kontakthibát.

Ha
elromlott, hát elromlott, tovább már nem szabhatjuk. Ilyenkor
hivatalosan azt a tanácsot adom, hogy siessenek a boltba egy
hasonló bekapcsoló nyomógombot vásárolni. Vagy vigyék
szervizbe.

Lássuk
a nyomógombot.

Nahát,
ez a nyomógomb úgy néz ki, mint egy kapcsoló!

És
tényleg. A ravasz megnyomása átbillenti egy rugó ellenében, s
mikor elengedjük, az visszanyomja, lényegében egy átbillentő
kapcsolást hajt végre.

Mi
lehet a háttérben? Az üzemben rábukkantak másfél tonna
kapcsolóra? Hiszen a billenőkapcsoló nem olcsóbb (persze itt
csiaó nagyságrendű összegről van szó), mint egy fröccsöntött
nyomógomb . "Egy jüan 10 csiaót (角
– eredeti
jelentése: ’szeglet’) ér. Egy csiao tovább osztható 10 fenre
(分
– eredeti
jelentése: ’feloszt’)."

Mindenesetre
egyértelműen sérülékenyebb megoldás, el is romlott.

Adjunk
neki egy esélyt, kimérem be- és kikapcsolt állapotában. Nem
kétséges, ez a meghibásodás oka.

Az
én műhelyasztalom felkészült az olyan esetekre, mikor sérült
kapcsolójú vagy eredetileg gombnyomásra működő eszközöket
kell üzemeltetni. Egy dugaszolóaljzatot külön kapcsolható
kivitelben építettem a ráépített kapcsolótáblába. Nem
hiszem, hogy egy elszabadult rezgőcsiszoló képes lenne tragédiát
okozni. Így ha használnám, így használnám tovább.
Ha tetszett a bejegyzés, oszd meg ismerőseiddel. Ha nem, akkor is.
A legjobb alapanyag
2016.03.03. 05:00 | Thoreau1 KOMMENT
Itt a blogon általában én írom a fával kapcsolatos posztokat.
Eredeti szakmám is faiparos, de a fa szeretete korábbra nyúlik
vissza, gyermekként is természetes volt, hogy apám minden délután
és minden hétvégén gyárt valamit fából, szekrényt, verandát,
faházat, vagyis mindent, ami épp kellett.
Akkoriban
persze még inkább kézi szerszámaink voltak csak, még a fúrásra
is amerikánert használtunk, fűrészelésre meg rókafarkú
fűrészt. Elektromos gépek csak később kerültek a házhoz.
Manapság
már jobb a helyzet, minden szerszám elérhető, de még most is
akad néhány olyan berendezés, amit nem biztos, hogy készen
fogunk megvásárolni, leginkább az áruk miatt. Persze ma már
mindenből van olcsó megoldás, de ezek sokszor azt a viszonylag
alacsonyabb összeget sem érik meg, amennyibe kerülnek. (Erről
írtunk már többször is.) Minőségibb gépekre viszont sokszor
nincs pénz, és nem is biztos hogy indokolt egy hobbi céljára
több százezres gépeket beszerezni, amelyeket aztán csak néha
használnánk.
A
youtube teli van olyan videókkal, ahol különböző, házilag
kivitelezett szerszámgépeket építenek. Ezek között van jó
néhány olyan is, ahol a gépek, berendezések alapanyaga is fa.
Csak a kötőelemek, tengelyek készülnek fémből, de a gépek
váza, és minden eleme fából van, amelyek házilag nyilván jóval
könnyebben elkészíthetőek, mint a fém alkatrészek.
A
legismertebb ilyen videókat talán Matthias
Wandel jegyzi.
Számtalan videója található a megosztón, ráadásul nagyon jók,
informatívak, ügyesen szerkesztettek. Bútorokat, nyílászárókat,
és minden mást készít rajtuk. De a legjobb, hogy sok olyan
videója is van, ahol gépeket készít fából.
Marógépet,
szalagfűrészt, csiszológépet, gyalugépet, körfűrészt, de
speciálisabb gépeket is, például másolómarót.
Vagy
épp faesztergát. Ez a film most került fel a youtube-ra. Érdemes
ezzel kezdeni, nagyon jó. Különösen, hogy még csapágyakra
sincs szüksége. Sőt, ha figyelünk, láthatjuk, hogy például az
eszterga ékszíjtárcsáit magán a félkész esztergán készíti
el, így szinte megvalósítva az 'önreprodukálásra' vagy inkább
'önépítésre' alkalmas gépet.
faeszterga
Building a lathe from scratch
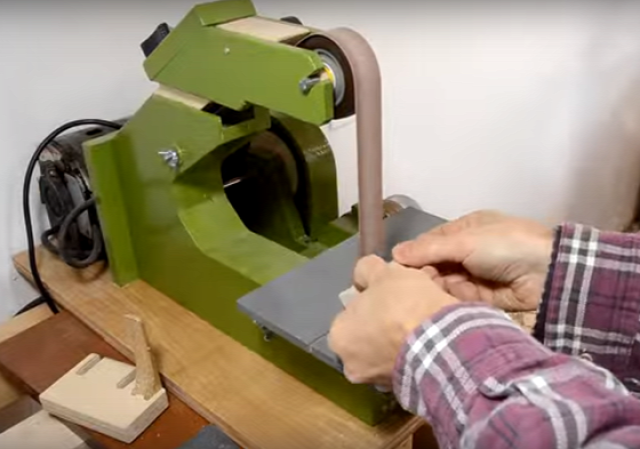
Egy
másik kedvencem a szalagcsiszoló építést bemutató film:
szalag
csiszológép
Building the 1"x42" belt sander
Látható,
hogy minden esetben a nagyon precíz tervezés és kivitelezés a
jellemző. De a végeredmény láttán ez egyáltalán nem tűnik
indokolatlannak. És biztos, hogy nagyon jó móka és hobbi lehet
az ilyen jellegű gépgyártás. Arról nem beszélve, hogy ha
rákapunk, akkor az elkészült gépek segítségével újabb
gépeket gyárthatunk, majd még újabbakat, és így tovább...
Érdemes
végigböngészni a videóit, persze rámehet akár fél nap is, de
nagyon jó trükköket és ötleteket találhatunk köztük. És
közben rájöhetünk, hogy bizony a címbeli állítás tényleg
igaz, a fa valóban a legjobb alapanyag.
Ha
tetszett a bejegyzés, oszd meg ismerőseiddel. Ha nem, akkor is.
Mosógépmotor bekötése 2.
2016.02.19. 05:00 | Tákolmányi0 KOMMENT
Mielőtt újabb
mosógépmotor-bekötést mutatunk be, szemlézzük a vezérlést,
azaz a forgásirány és a sebesség változtatásának eszközeit.
Sebességváltásnál legegyszerűbb eszköz erre a váltókapcsoló.
Két bemenetet (fázis, segédfázis) vagy az első érintkezőpárral
(mosógép tekercs) köt össze vagy a másikkal (centrifuga).

A
feladat elektromos áramot bocsátani két érintkezőre, egy időben
- pontosabban egy kicsit korábban - pedig megszakítani az eddigi
kettőre adott táplálást. Ezek értelemszerűen a fázis és
segédfázis vezetékei. Vélelmezhető, hogy ipari környezetben
használja Kedves Olvasó, ezért a kapcsoló kivitele is feleljen
meg a fokozott védelmi szabványoknak. Bár van aki rugalmasabban
oldotta meg a problémát (videó).
Ehhez tartozik kötelező felhívásunk is, hogy:
A
hálózati feszültség életveszélyes sérülést vagy halált
okozhat
az Ön és környezete számára!
az Ön és környezete számára!
Automata mosógép motor bekötése #1
Automata mosógép motor bekötése #2
MOSÓGÉP MOTOR BEKÖTÉS IMI OKC 3-2/12
Mosógép motor bekötés #3
Mikróhullámúsütőből ponthegesztő
Ponthegesztő mikrohullámú sütő trafójából (MOT)
https://www.youtube.com/watch?v=nkPZu6VQuKg
Mosógép motor bekötés #3
Egyfázisú villanymotor bekötése és a forgásirány megváltoztatása - Nézzük!
HÁROMFÁZISÚ MOTOR EGYFÁZISRA (220 Volt)
Te is rutinból kötöd be a villanymotort? Hiba! - Nézzük!
Amit az egyfázisú villanymotorról tudni kell - Nézzük!
Aszinkron motor bekötés+öntartó kapcsolás
Háromfázisú aszinkronmotor - Így kösd csillagba! - Nézzük!
Háromfázisú aszinkrontmotor - Így kösd deltába! - Nézzük!
Villanymotort vettél? Ezt az 5 dolgot érdemes ellenőrizni - Nézzük!
Frekvenciaváltó - 3 mód, amivel a fordulatszámot változtatni tudod - Nézzük!
Házi frekvencia váltó
VFD-EL típusú frekvenciaváltó alapszintű üzembehelyezése
Mivel
ez a kapcsoló tulajdonképpen logikai vezérlést végez, így
valamelyik tekercsre mindig jut áram. A teljes áramtalanítás
lehetősége érdekében még egy főkapcsolót kell az egész
rendszer elé tenni. Ez a főkapcsoló szakítsa meg a fázist és
nullát is, hiszen ha megfordítva dugjuk be a csatlakozóaljzatba a
dugót, már áram alatt marad a berendezés.

Forgásirány
váltása annyival bonyolultabbnak tűnik, hogy kétvezetékes
bemeneti áramutak felcserélését kell végrehajtani. Több
érintkezőt nem igényel, hiszen csak fordítva kell bekötni.

Felvetődik
bennem egy elméleti lehetőség, mikor mindkét tekercsre fázist
adunk és a segédfázist váltjuk. Mindenképpen többet
fogyasztana a motor, de hogy ez fékezné-e a motort vagy erősebb
lenne tőle, utánaolvasás nélkül nem tudnám megmondani, majd
kijavítanak Önök.
Következzen
egy másik kapcsolás:

Itt
ez a hasonló, öt kimeneti pólussal rendelkező motor, (kép
forrása a hobbielektronika.hu)
mely pusztán a nullabemenet elhelyezkedésében különbözik
legutóbb bemutatott társától. Aki vizuális típus, talán
jobban tudja hasznosítani, mint a szöveges behelyettesítést.

Itt
is két oszlopban helyezkednek el a mosó- és centrifuga tekercsek
bemenetei, a fordulatszámot két fokozatban tehát az oszlopok
érintkezőire adott feszültségekkel állítjuk.

Előző
írásunkból remélem már könnyű lesz a forgásirány-váltástis
megvalósítani. Röviden: felcserélni a közvetlen fázist és a
kondenzátorból kijövő segédfázist.
Annyira
bő lére sikeredett az eredeti anyag, hogy jut még egy harmadik
részre is. Ebben az erősáramú mágneskapcsolót mutatom be,
néhány gondolat e motorok felhasználásáról, illetve bemutatom
a két évvel ezelőtt barkácsolt favázas esztergát. Az első
rész motorjával, komplett vezérléssel elkészült, karrierjét a
mechanikai problémák törték derékba. Az ismertetett kapcsolások
működőképességét ennek videóival bizonyítom.
Ha
tetszett a bejegyzés, oszd meg ismerőseiddel
Mosógépmotor bekötése
2016.02.04. 05:00 | Tákolmányi18 KOMMENT
Mosógépünkben
két fődarab meghibásodása, a vezérlés és a motor okozhat
"javítása gazdaságtalan" státuszt, illetve ha annyira
régi és szétrothadt, hogy egy csapágyat sem éri meg cserélni
benne. A motor megússza a jó eséllyel, így a házibarkács
kedvelt alkatrésze.

A
mosógépgyártók nem jeleskednek a bekötés feltüntetésében,
így magunknak kell utánajárnunk a tápvezeték
csatlakoztatásának. Rövid sorozatunkban legalább két, itthon
hozzáférhető motortípus bekötését és a
sebesség/forgásirány-váltást mutatjuk be némi elméleti
felvezetés után, válaszolva az Önök - Facebook-oldalunkon
feltett - kérdéseire. Köszönjük az érdeklődést!
A
hálózati feszültség életveszélyes sérülést vagy halált
okozhat
Ön és környezete számára!
Ön és környezete számára!
A
korai, forgótárcsás mosógépek meglehetősen kis (80-100W)
teljesítménnyel üzemeltek. Felhasználásuk mindamellett sikeres
ott, ahol kis fordulatszámmal nagy nyomatékot kell kifejteni.
Például betonkeverőben a nagy áttétel akár öt vödrös adagot
megforgat 100W teljesítménnyel.
Az automata mosógépek ettől nagyobb, barkácsbarát teljesítményt nyújtanak.
Az automata mosógépek ettől nagyobb, barkácsbarát teljesítményt nyújtanak.

Zárójelben
jegyzem meg, hogy kapni a kereskedelemben esztergát 300W, asztali
fúrógépet 150W teljesítménnyel. Ezek az eszközök
természetesen nem alkalmasak a célra, melyre árulják őket.
Ráadásul kezd divatba jönni az alumínium tekercseléses motor a
legalacsonyabb árszegmensben, mely még több áramot vesz fel és
kisebb teljesítményt ad le. Az 500 wattos fémesztergára csak egy
keresztkérdés: vajon a régi esztergákat miért 3-4 kilowattos
motorokkal látták el? Mert sok volt a felesleges rezük? Tehát ne
dőljenek be a kétértelműen fogalmazó hirdetéseknek, ahol
anyagleválasztás van, oda minimum 800-1500 W teljesítmény
szükséges.

Visszatérve
a mosógéphez, lássuk a Hajdú gyártmányát, mely kis fordulaton
300W, míg...

...centrifugáláskor
600-650W teljesítménnyel üzemel.
A
különbségre magyarázat, hogy egy házban - egy tengelyt hajtva -
két motor található. A motortestben mosásra és centrifugálásra
külön tekercsrendszert helyeztek el. Tudományosan megfogalmazva:
"Az indukciós aszinkron törpemotor a háztartási gépek
legfontosabb alkatrésze. Alkalmazzák minden készülékben, ahol a
működéshez gyakorlatilag állandó fordulatszámú meghajtómotor
szükséges. Csak váltófeszültséggel üzemeltethető. Működése
a villamos hálózathoz kapcsolt, tekercselt állórész és a
forgórész mágneses terének kölcsönhatásán alapul. Az
aszinkron elnevezést azért kapta, mert a motor forgórészének
fordulatszáma kisebb, mint a forgórész mágneses terének
fordulatszáma."

Biztosan
mindenki látott már betonkeverőn, szivattyún a motorhoz erősítve
egy hengert, mely láthatóan elektromos kapcsolatban áll a
motorral. Ez az indító kondenzátor. Az egyfázisú motorok forgó
mágneses terének kialakításához segédfázis szükséges, ezt a
motor tekercsével sorba kapcsolt nagy kapacitású kondenzátorral
állíthatjuk elő.

Már
csak össze kell kötnünk az egyenáramú kismotorokhoz képest
zavarbaejtően sok vezetéket. Egy kapcsolási rajzot látva
hajlamosak lehetünk elbizonytalanodni, mit hova kell
csatlakoztatni. Megpróbálom a megoldás elvét érthetően
felvázolni, így könnyebb lesz azt bármely motor
kapcsolótáblájára vonatkoztatni.
Tehát
van egy közös pont a motorban, ez a nullavezeték csatlakozási
pontja. Szerencsés esetben megkülönböztethetően helyezkedik el,
mint a lenti ábrán. Itt az alsó-középső érintkező magában
áll. A motortestben két külön tekercsrendszer kapott helyet,
két-két darab érintkezővel. Itt baloldali oszlop a mosógép, a
jobboldali a centrifuga érintkezőit tartalmazza.

Azért
kell kettő érintkező, mert egyik közvetlenül a fázisra,
a másik a kondenzátorból jövő segédfázisra
csatlakozik. Ha a kettőt felcseréljük, a motor forgásiránya
megváltozik (mint mikor az egyenáramú kismotoron felcseréljük a
negatív pólust a pozitívval).
A
bekötéshez tehát
- egy sorkapocs egy érintkezőjébe kössük be egy (legyen kék színű) vezetéket;
- egy sorkapocs egy érintkezőjébe kössünk kettő darab (legyen fekete színű) vezetéket ;
- az egyik feketére a kondenzátor egyik pólusát kössük, a kondi másik vezetéke szabadon marad;
- a kéket a motor nulla érintkezőjére csatoljuk;
- az egyik feketét az oszlopsor felső, a másik (kondenzátorból jövő) vezetéket az oszlopsor alsó érintkezőjére dugjuk.
- egy sorkapocs egy érintkezőjébe kössük be egy (legyen kék színű) vezetéket;
- egy sorkapocs egy érintkezőjébe kössünk kettő darab (legyen fekete színű) vezetéket ;
- az egyik feketére a kondenzátor egyik pólusát kössük, a kondi másik vezetéke szabadon marad;
- a kéket a motor nulla érintkezőjére csatoljuk;
- az egyik feketét az oszlopsor felső, a másik (kondenzátorból jövő) vezetéket az oszlopsor alsó érintkezőjére dugjuk.
Ekkor
valamilyen irányban és valamelyik sebességgel el kell indulni a
motornak. Most cseréljük fel a két fekete vezetéket az
alsó/felső érintkezőn. Ekkor ellenkező irányban kezd forogni.
Ezt a műveletsort megismételve a két fekete vezetékkel a másik
tekercsrendszeren (azaz a jobb oldali oszlopon), a motor sebessége
fog változni és a két fekete vezeték felcserélésével az
iránya is.
Most
a fotókon látható Hajdú motor bekötése következik, ahol
középen van a nulla.




Folytatjuk!
Ha
tetszett a bejegyzés, oszd meg ismerőseiddel. Ha nem, akkor is.
Lyuk a fában
2016.05.03. 05:00 | Thoreau0 KOMMENT
Lyukat persze a legegyszerűbb
fúróval készíteni, azonban házilagos körülmények között a
13-15 mm átmérőnél nagyobb fúrókat nem nagyon használunk.
Kivételek persze lehetnek, de egy kézben tartott, nem túl nagy
teljesítményű fúrógép esetében általában valahol itt van a
limit.
Azonban
aki szeret fából mindenféle beépített bútort készíteni,
előbb-utóbb szembesül a problémával, hogy szükség lenne
szabályos, kör alakú nyílásokra akár 20-30-60-80 mm átmérővel.
Mondjuk mert vezetékeket kell áthúznunk, vagy épp szabályos
konnektor- vagy csatlakozóaljzatot szeretnénk beépíteni, netán
süllyesztett világításnak kell a hely.

Ilyenkor
több megoldás is lehetséges. Az egyik, ha a pontosan megrajzolt
nyílást lomb- vagy dekopír fűrésszel vágjuk körül. Ez
megfelelő fűrészlappal megoldható, de a vékony és keskeny
fűrészlapok érthetően nem túl merevek, és ilyen kis rádiuszú
vágásoknál bizony hajlamosak elhajlani, ferdén vágni. Tehát a
nyílás nem lesz tökéletes, vagy sok utómunkát igényel.
Szintén
megpróbálhatjuk vékony fúróval a kerülete mentén körbe
fúrogatni a kivágandó kört, majd a furatokat vésővel
összekötni. Ez is járható út, de ez sem gyors, és itt sem lesz
túl szép a kapott nyílás széle.
Szerencsére
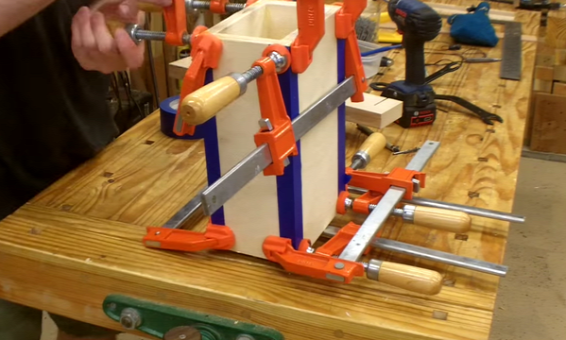
vannak a feladatra kitalált célszerszámok is, ezek pedig
a körkivágók. Ezekből
mutatunk most be néhányat. A működési elvük egyszerű, ezek
gyakorlatilag kör alakú fűrészlapok, amelyek egy központosító
fúró segítségével szép kör alakú nyílást képesek
fűrészelni. Ez valóban szép eredményt biztosító, működőképes
megoldás, azonban minden itt bemutatott szerszámnál észben kell
tartsuk, hogy ezek a fix, zárt körpályán mozgó fűrészlapok
nem képesek kifújni az általuk leválasztott forgácsot,
pontosabban fűrészport. Tehát ha folyamatos jó teljesítményre
van szükségünk, akkor a szerszámot munka közben sokszor fel
kell emelnünk a munkadarabról, hogy a fűrészpor eltávozhasson.
A
legegyszerűbb és legolcsóbb megoldás ez:

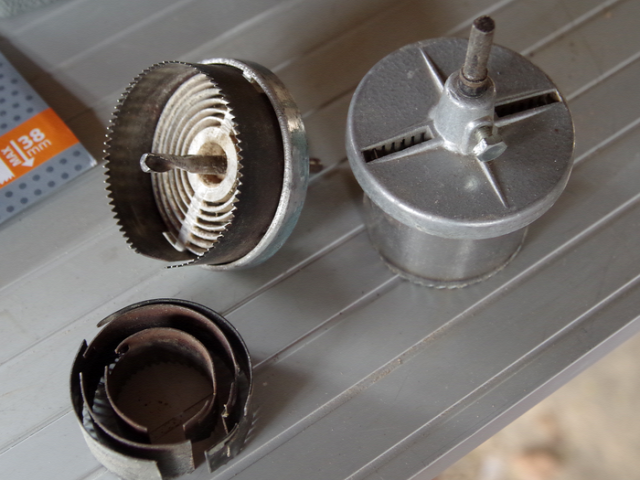
Mint
látható, itt egy fix alapba lehet a különböző
fűrészlapocskákat beszorítani, egyfajta bajonett-záras
megoldással. (Árulkodó, hogy pusztán ez a néhány, a fűrészlap
anyagából való kis bajonett-zár viszi át a nyomatékot!) Ezek a
készletek viszonylag alacsony árúak. Akadnak köztük jobb
anyagból készültek is, azonban az egész konstrukció
meglehetősen gyenge, csak nagyon óvatosan használható.
Tapasztalatom szerint maximum 20 mm vastag fában, vékony rétegelt-
vagy HDF/MDF lemezekben működhet. Bútorlapnál és
konyhapultoknál is használható, de itt bizony oda kell figyelni a
szerszám pihentetésére, hogy le tudjon hűlni. A vékony
fűrészlap hamar felmelegszik, tehát ez a szerszám képes a
leghamarabb „megégni”, vagyis a túlzott hőhatástól
kilágyulni, és rekord gyorsan elveszteni a vágóképességét. Egy
ilyen készlet már 1000-1500 Ft körül elérhető, ez általában
7 különböző átmérőt jelent.
A
következő szintén nem túl drága készlet már eggyel profibb:

Itt
a vágólapok már komplett egységek, a központosító fúróra a
csésze alakú, teljes szerszám ül rá. A nyomatékot egy, a
szerszám 'tengelyére' passzoló kivágás viszi át. Ennél fogva
ez egy jobb megoldás az előzőnél, sokkal erősebb konstrukció,
ami keményebb anyagoknál jól jöhet. Természetesen a fűrészpor
eltávolítása itt is fontos, ha bent marad a vágatban, akkor
eltömi a fűrészfogak közeit, a vágásteljesítményt csökkenti,
a hőmérséklet nagyon meg tud emelkedni ilyenkor. Ezek
a készletek 1600-2000 Ft körüli ársávban mozognak.
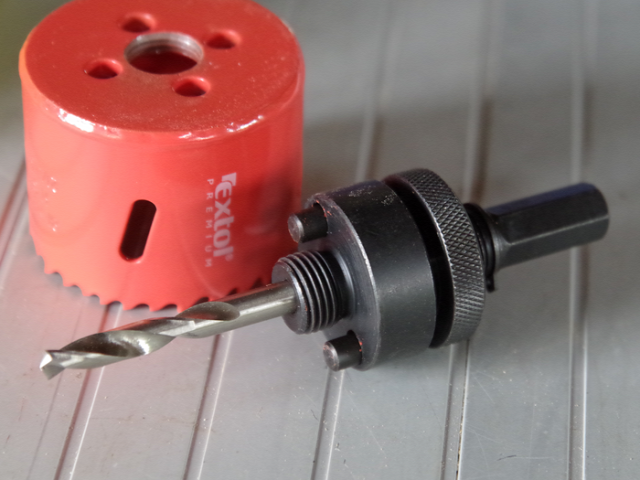
A
harmadik készlet ennek egy jóval igényesebb változata. Itt mind
a szerszámok anyaga, mind a befogó-központosító fej is jóval
kifinomultabb.

Ennél
a készletnél a szerszámok HSS Bi-metál alapanyaga lehetővé
teszi, hogy nem csak fát, de akár vasat és acéllemezt is
megmunkáljunk velük, természetesen figyelve a hőmérsékletre és
a vágási sebességre. Fontos, hogy fémeket mindenképpen csak
hűtő-kenő közeggel szabad vágni. Ez a szerszám valóban sokat
tud. Itt már a szerszám maga menetes, de pluszban két stift is
biztosítja a nyomaték megfelelő átvitelét. Megfelelően erős
fúrógéppel meghajtva szinte mindent elvág, de a melegedésre itt
is figyelnünk kell. Itt
bizony már ötszámjegyű árra kell számítsunk, 10-12 ezer
forinttól indulnak a készletek árai.

Hogy
a három megoldás közül melyiket érdemes választani? Ez
több mindentől függ. Egyrészt persze a pénztárcánk
lehetőségeitől, másrészt attól is, hányféle átmérőben
gondolkodunk. Alap esetben tapasztalatom szerint elég néhány
méret. Például az elektromos ajzatok beépítéséhez
általában 65 mm átmérőjű lyuk kell. (Ha nem használunk
műanyag szerelődobozt, kisebb, mondjuk 57 mm méretű is
elég.) Egy földelt hálózati csatlakozó általában átfér
egy 40 mm átmérőjű nyíláson is. Egy, a vizes helységekben
használt flexibilis cső csatlakozójának sokszor 30 mm is elég.
Tehát akár 3-5 mérettel elég jól elboldogulhatunk. Ezek pedig
nem jelentenek akkora költséget egy profibb kivitelű 5-6 darabos
szettként sem.
Néha szempont lehet a helyigény is a szerszámládánkban. Ha
fontos, hogy kis helyen elférjenek, akkor az első megoldás a
legjobb, hiszen itt mind a 7-8 átmérőhöz egyetlen
szerszámtengely tartozik, az egész egyben szállítható. A
drágább készletek már saját dobozkát igényelnek, ami már
csak azért is indokolt, mert a drágább szerszámok fogazására
jobban is vigyázunk, nem okos dolog hagyni a többi szerszámmal
zötykölődni a nagy mindenes ládánkban.
Aki
igazán rákattan a téméra, természetesen még igényesebb és
drágább megoldásokat is találhat, hiszen például a vágó él
lehet akár keményfémlapkás is, mint a faipari körfűrész
lapokon. De ezekre a megoldásokra már tényleg inkább csak akkor
van szükség, ha nagy mennyiségben kell egy adott méretű lyukat
előállítanunk, általános barkácstevékenységnél nem tudjuk
kihasználni az ilyen szerszámok nyújtotta pluszt.
A fenti
három megoldás közül számomra mindenképp a legutolsó a
legszimpatikusabb. Rövidesen jövök egy poszttal, ahol a
gyakorlatban is bemutatom, milyen különlegesebb feladatokra is jó
megoldás egy ilyen szerszám.
Ha
tetszett a bejegyzés, oszd meg ismerőseiddel. Ha nem, akkor is.
Fűtőelem beépítése a padlóburkolatba
2015.02.20. 05:00 | Tákolmányi0 KOMMENT
Egyszer élünk, vagy addig
sem. Erich H. Heimann "Hidegburkolás
lépésről-lépésre"
című könyvéből szemezgetünk egyszerűen kivitelezhető
hidegburkolási ötleteket. A teljesség kedvéért közöljük ezt
a részt, hogy lám, ilyen is van. Azonban magánvéleményem,
hogy mikor 230V fütyül a talpunk alatt, inkább hívjunk
szakembert a kivitelezésre.

Anyagszükséglet:
csempe-fűtőelemek külön tervezés alapján, padlófűtéshez
használható csemperagasztó, süllyesztett szerelvénydoboz,
műanyag cső, rögzítőbilincsek, időkapcsoló, ill. termosztát.
A
szaküzletekben a hagyományos padlófűtések mellett olyan
szabványos méretű, 230V feszültséggel vagy 48V biztonsági
kisfeszültséggel működő csempe-fűtőelemek is kaphatók,
amelyeket nagyon gyorsan és könnyen magunk is
lerakhatunk. Ugyanakkor az ilyen elemek teljesítményfelvétele
aránylag kicsi. Négyzetméterenként 160W teljesítmény esetén
egy 2 m2 nagyságú felület óránkénti fogyasztása mindössze
320W.

A
munka megkezdése előtt célszerű, ha elkészítjük a fürdőszoba
alaprajzát, az összes szaniter berendezési tárgyat is
feltüntetve. Így könnyen eldönthetjük, hogy milyen fűtőelemekre
van szükségünk és azokat hol tudjuk elhelyezni.

Először
a falra, ill. falba kerülő szerelvények villanyszerelési munkáit
végezzük el. Ha a fűtést termosztát vezérli, akkor 55 mm
átmérőjű süllyesztett szerelődobozra van szükség. Ezt a
világításkapcsolóval megegyező magasságban szereljük fel.
A vezeték és a hőmérséklet-érzékelő számára két üres csövet (kb. 16 mm átmérőjű műanyag cső) helyezzünk el a falban. Ehhez a süllyesztett doboztól a padlóig mintegy 4 cm széles hornyot kell vésni a falba. Ezt a hornyot a hőmérséklet-érzékelőhöz menő üres cső számára a padlóban is folytatni kell. A csöveket 90°-os bilinccsel erősítjük a falba és a padlóhoz. Így a hőmérséklet-érzékelőt szükség esetén ki is tudjuk cserélni.
A vezeték és a hőmérséklet-érzékelő számára két üres csövet (kb. 16 mm átmérőjű műanyag cső) helyezzünk el a falban. Ehhez a süllyesztett doboztól a padlóig mintegy 4 cm széles hornyot kell vésni a falba. Ezt a hornyot a hőmérséklet-érzékelőhöz menő üres cső számára a padlóban is folytatni kell. A csöveket 90°-os bilinccsel erősítjük a falba és a padlóhoz. Így a hőmérséklet-érzékelőt szükség esetén ki is tudjuk cserélni.

A
vezérlést időkapcsoló-órával is kiegészíthetjük. Az ehhez
szükséges süllyesztett szerelődobozt szintén a
világításkapcsoló magasságában helyezzük el. Ekkor csak egy
üres csövet kell elhelyeznünk, az elektromos kábel számára.
Ennek megfelelően a falban készítendő horony is keskenyebb lehet
(mintegy 2 cm).
Nagyban növeli a komfortérzetet, ha a hőmérséklet-szabályozós és az időkapcsoló-órás vezérlés kombinációját alkalmazzuk. Ebben az esetben – a két üres cső mellett – két süllyesztett szerelvénydobozra lesz szükségünk a falon. Az elektromos bekötéseket a minden fűtőelemhez mellékelt kapcsolási vázlat szerint végezzük el. Egy 7 db, egyenként 2 m2 felületű fűtőelemből kialakított 14 m2-es fűtött padlófelülethez a meglévő hálózat teljesítőképessége rendszerint elegendő. Ennek teljesítményfelvétele 7×320W = 2240W.
Nagyobb felületek esetén a fűtéshez saját biztosítót kell létesíteni. Ezt a munkát, továbbá a fűtőelemek bekötését feltétlenül bízzuk szakemberre. 14 m2-nél kisebb felületekhez azonban trafón keresztül bekötött 48V-os elemeket is használhatunk. Szakemberre ebben az esetben nincs szükség.
Nagyban növeli a komfortérzetet, ha a hőmérséklet-szabályozós és az időkapcsoló-órás vezérlés kombinációját alkalmazzuk. Ebben az esetben – a két üres cső mellett – két süllyesztett szerelvénydobozra lesz szükségünk a falon. Az elektromos bekötéseket a minden fűtőelemhez mellékelt kapcsolási vázlat szerint végezzük el. Egy 7 db, egyenként 2 m2 felületű fűtőelemből kialakított 14 m2-es fűtött padlófelülethez a meglévő hálózat teljesítőképessége rendszerint elegendő. Ennek teljesítményfelvétele 7×320W = 2240W.
Nagyobb felületek esetén a fűtéshez saját biztosítót kell létesíteni. Ezt a munkát, továbbá a fűtőelemek bekötését feltétlenül bízzuk szakemberre. 14 m2-nél kisebb felületekhez azonban trafón keresztül bekötött 48V-os elemeket is használhatunk. Szakemberre ebben az esetben nincs szükség.

A
burkoláshoz az alapot a szokásos módon készítjük elő. Legyen
pormentes és száraz. Az egész felület gondos alapozására
feltétlenül szükség van.

A
padlón terítsük ki a fűtőelemeket. Jelöljük meg a fűtővezeték
és az elektromos kábel összekötésénél lévő, némileg
vastagabb helyeket.

Ezeket
a helyeket véssük ki olyan mélyen, hogy az összekötések ne
álljanak ki a horonyból.

Az
előírás szerint keverjük meg a padlófűtéshez alkalmas
csemperagasztót, majd gondosan és egyenletesen hordjuk fel a
felületre. Ehhez 5 mm-es fogazatú spatulát használjunk.

Fektessük
le a fűtőelemeket és tenyerünkkel szorosan nyomkodjuk bele a
ragasztóágyba.

Vakolókanállal,
lehetőleg simán kenjünk egy másik réteg csemperagasztót a
fűtőelemekre. A fűtőkábel teljes egészében kerüljön bele
ebbe a ragasztórétegbe. A kábelt a csőben vezessük be a
süllyesztett szerelődobozba. Kb. 24 óra száradási idő
után a padlóra le lehet rakni a burkolólapokat.
Derékszög és acélvonalzó
2015.02.16. 05:00 | Tákolmányi0 KOMMENT
Egy talpas derékszög
nélkülözhetetlen a műhelyben. Merőlegest állíthatunk és
mérhetünk vele. A mérő- és ellenőrző eszközöket bemutató
sorozatunkban az acélvonalzó mellett ez a passzív, mégis hasznos
mérce kerül sorra. Az írás végén a zavarba ejtő nevű
"sugármérő készlet" kifejezés is tisztázódik.

Két
felület egymáshoz való merőlegességének ellenőrzésére
derékszöget használunk.
A derékszögek különböző nagyságban és kivitelben készülnek.
A derékszögek különböző nagyságban és kivitelben készülnek.

Sima
derékszög

Talpas
derékszög

Ütközős
derékszög
Az
ellenőrzés pontossága szerint a derékszögeket négy osztályba
sorolják. Az I. pontossági osztályba sorolt derékszögeket a
mérőeszközök, a II. osztályúakat a gépipari alkatrészek, a
III. osztályúakat a forgácsoló-üzemi, a IV. pontossági
osztályba soroltakat pedig a forgácsolás nélkül készült
munkadarabok üzemi ellenőrzésére használják.
A
derékszög két szárának belső találkozásánál a sarkat kis
horonnyal képezik ki. Erre azért van szükség, mert az
ellenőrzendő munkadarab éles sarka így nem ütközik a derékszög
sarkához, s az ellenőrzés jóval pontosabb.

A
derékszög helyes tartása
A
derékszöggel való ellenőrzéskor a munkadarabra helyezett
derékszöget szemmagasságba emeljük és a világosság felé
fordulva győződünk meg a két felület merőlegességéről.

Ellenőrzési
képek derékszöggel való ellenőrzéskor
Az
így keletkezett fény rés mutatja az esetleges eltéréseket. A
fényrés a következő ellenőrzési képeket adja (a): a
munkadarab hibátlan (a), a két felület által bezárt szög
90°-nál kisebb (b) vagy 90°-nál nagyobb (c).

Ellenőrzéskor
bal kezünkkel a munkadarabot,
jobb kezünkkel pedig a derékszöget tartjuk.
jobb kezünkkel pedig a derékszöget tartjuk.

A
kereskedelemben számos speciális derékszög kapható
Az
ellenőrzést mindig úgy végezzük, hogy a derékszög hosszabbik
szárát a bázisfelülethez fektetjük és lefelé csúsztatjuk
addig, amíg a rövidebbik szár az ellenőrzendő felülethez nem
ütközik. A bázisfelületen vagy az ellenőrzendő felületen
élére állított derékszög ellenőrzési hibát okozhat. A
munkadarab éleit ellenőrzés előtt le kell sorjázni, ugyanis a
sorjázatlan munkadarab ellenőrzési hibát okoz.

Helyes
ellenőrzés derékszöggel 

Helytelen
ellenőrzés derékszöggel
A
derékszöget a felület egyenességének ellenőrzésére is
felhasználhatjuk. Élére állítani azonban ekkor sem szabad. Az
egyenességet és a síkot a munkadarab szélességében és
hosszúságában több állásban és átlós irányban is
ellenőrizni kell.

A
felület egyenességének helyes ellenőrzése

Mágneses
derékszög
Az
ellenőrzendő felületen nem szabad a derékszöget húzni.
Acél
vonalzók
Felületi
egyenlőtlenségek gyors és pontos megállapítására az
acélvonalzókat használjuk.

Acélvonalzók
Az
acélvonalzók lehetnek: élvonalzók és széles mérőfelületű
vonalzók. Az élvonalzók egyélű, háromélű és négyélű
kivitelben készülnek. A széles mérőfelületű vonalzók
laposak vagy I-szelvényűek.

Az
egy- és háromélű élvonalzót idomszeréé szerszámkészítő
munkához, a négyélű élvonalzót, a lapos és az I-szelvényű
vonalzót egyenes vonalúság, sík felület, vízszintesség és
párhuzamosság ellenőrzésére használjuk.

Az
élvonalzó helyes felfektetése
A
felületek ellenőrzésekor a jobb kezünkbe fogott élvonalzót
felfektetjük a bal kezünkben tartott munkadarab felületére és a
fény felé fordulva mindkettőt szemmagasságig emeljük. A
felfekvő él és a felület között átjutó fény (fényrés)
láthatóvá teszi az egyenestől való eltérést. Ha a fényrés
egyenletesen finom, a felület egyenes (a). Az
ellenőrzési kép ezenkívül homorú (b), domború (c) vagy
hullámos (d) lehet.

Ellenőrzési
képek felület-ellenőrzéskor
Az
egyélű acélvonalzót mindig merőlegesen helyezzük az
ellenőrzendő felületre. A felület egyenességét az élekkel
párhuzamosan és átlós irányban több állásban is
ellenőrizzük.
Sugármérőkészlet
A
sugármérőkészlet domború vagy homorú lekerekítések
ellenőrzésére való. Több különböző sugárral (homorú és
domború) kiképzett párhuzamos oldalfelületű ellenőrzőlap
védőkeretbe szerelve készletet (sugármérőkészletet) alkot.
Minden ellenőrzőlapon fel van tüntetve a sugár névleges értéke.

Az
ellenőrzés itt is fényréssel megy végbe. Az ábrán az
idomszer kerekítés túl kicsi, tehát további megmunkálás
szükséges.

A
sugármérés ellenőrzési képei
Forrás:
Simon Sándor Fémipari alapképzés (1976.) című nagyszerű
tankönyve, mely a kiadása óta eltelt évtizedek dacára is
megőrizte mindazon tudás aktualitását, melyre a barkácsműhelyben
szükségünk lehet.
Bojlerjavítás
2015.02.11. 05:00 | Tákolmányi7 KOMMENT
Mindenkinek van
bojleres története, olvassák el az enyémet is. A
vízmelegítő fontos kultúrtörténeti választóvonal a
városi ember életében. Lehetünk intelligens jegyeket mutató,
gerinces főemlősök, azonban egy hónappal a meleg víz megszűnése
után felüti fejét a lapostetű, bubópestis és kannibalizmus.
Kivéve, ha van lavórunk.

Tehát
vasárnap este van és hallga! Erős pattogó zaj hallatszik a
bojler belsejéből. Nem hőtágulásos zörej, de azért
leellenőrzöm a biztonsági szelepet. Egy gőzrobbanás
komoly mértékben átrendezi lakásunkat, lássunk erről egy
kisfilmet.
A
Mytbusters ezen részében Jamie és Adam kiiktatta a túlnyomás
elleni védelmet, mindegyiket. Nemsokára az átszakadó fenéklemez
után kirobbanó gőz pozdorjává zúzta a faházat és negyven
méter magasságig elhagyta a földfelszínt. Vicces, de nem lenne
őszinte mosolyunk, ha mindez a mi fürdőszobánkban történne.

Jobb
oldalon látjuk a biztonsági szelepet. 6 bar (0.6 MPa) elérésekor
kinyit és csökkenti a túlnyomást. Ellenőrizzük időnként a
működését. A fürdőszoba felújításakor a mesterek egy falból
kinyúló tölcsérbe, onnan a csatornába vezették a csepegő
vizet.
Engedjük
le a tartályt. Ezt a melegvizes csapok kinyitásával és a
tartályt tápláló hideg csap elzárásával tehetjük. Nyissuk
meg a biztonsági szelepet. Felhorkan majd néhányszor és gyengén
ereszteni kezd. Ne most menjünk el, mert nemsokára gondol egyet és
megindul a víznek árja.

Mielőtt
hozzákezdenénk a szétszedéshez, természetesen áramtalanítsuk
a fűtőkört. A "villanyóra" mellett lennie kell egy
kisebb órának és a hozzá tartozó kismegszakítónak, sőt, a
lakáson belül is előfordulhat külön kapcsoló az
áramtalanításhoz. Inkább kétszer, mint egyszer sem.
A
biztonság kedvéért műszerrel vagy próbalámpával ellenőrizzük
a feszültségmentes állapotot és tájékoztassunk minden lakásban
tartózkodót, hogy NE kapcsolják fel azt a kapcsolót. Legjobb, ha
szigetelőszalaggal körbetekerjük a vezetékeket, ugyanis
freccsenő víz az lesz.
Bekötése
nem bonyolult, szemben a régebbi típusokkal, ahol több érintkező
tárult szemünk elé.
A jobb oldalon látható védőföld csatlakozás összesen hat M5-ös anyával és alátéttel biztosítja, hogy a vízzel telt fémtartályból ne jusson ki áram a vele galvanikusan összekötött fémtárgyakra.
A jobb oldalon látható védőföld csatlakozás összesen hat M5-ös anyával és alátéttel biztosítja, hogy a vízzel telt fémtartályból ne jusson ki áram a vele galvanikusan összekötött fémtárgyakra.

A
fehér doboz egy bimetallos hőmérséklet-szabályzó. Szemből
kell kihúzni a vezetéket...

...ezután
tudjuk levenni a bojler alsó takarólemezét. Belsejébe
ragasztották a villamos kapcsolási rajzot. A szerelés
következő fázisaihoz készítsünk oda egy dobozt a
csavaroknak, ne hányódjanak el. Szükségünk lesz
csillagcsavarhúzóra és M5, M8 csavarhoz való kulcsra.

Feltárjuk
a belső részeket, miután kicsavartuk a hat darab M8 anyát.
Kibukott némi vízkő, nem vészes mennyiség. A gyár kétévente
javasolja a vízkő eltávolítását, de csak szakember által,
mert garanciavesztés a büntetés. Körülbelül egy év múlva
kezd el nyüszíteni fűtés közben a fűtőszál. Ez a vízkő és
a felforró víz találkozásakor keletkező buborékok hangja lehet
(saját teória).

Másfél
évnyi termés, sehol nincs az egy évtized után használatba vett
elődjéhez, amiből egy vödörnyit bányásztam ki. Nem is értem,
hova fért a víz mellette. A tömítést gondosan tisztítsuk meg,
ha nem vettünk újat és maradjunk az ábrán látható fekete
változatnál. Az áttetsző fajta tömítés állítólag nem
üzembiztos.

Biztosan
van értelme, hogy beakasztható csavarok lógnak lefelé, különben
nem konstruálták volna meg így, hanem odahegesztett csavarok
tartanák a fenéklemezt. Olvasva kontár szerelőkről, akik
szakadásig húzták a csavarokat, már értem. Mindenesetre
visszaszereléskor türelempróbát kell tennünk, mert szeretik a
mélységbe vetni magukat.

Az
egyik hasznos weboldalon találtam egy feltételezett hibaokot a
"miért langyos a víz?" kérdésre. Szerintük megrepedt
a fűtőszál burkolata. És tényleg! Megrepedt, felhasadt, a
fűtőszál is darabokra szakadt. A fehér színű anyag a
kerámiabetét, ami az ellenálláshuzalt tartja távol a
fémköpenytől.
Két kérdés merülhet fel rögtön. Hogyan tudott továbbra is (bár gyengébben) melegíteni, illetve miért nem vágott agyon azonnal (vagy legalább a kismegszakítót miért nem verte le)?
Két kérdés merülhet fel rögtön. Hogyan tudott továbbra is (bár gyengébben) melegíteni, illetve miért nem vágott agyon azonnal (vagy legalább a kismegszakítót miért nem verte le)?

Megoldás:
A csatlakozón megjelenő áram eljutott a fűtőszál végébe és
helyi "átíveléssel" a legközelebbi vezetőn - azaz a
köztük lévő vízrétegen - keresztül találta meg a
földpotenciált. Ami fűtőszál az útjába akadt, azt izzította.
Ezek a rövid áramutak biztosították, hogy a fémrészekre nem
jutott nagyobb áram. Más kérdés, hogy az érintésvédelemnek
így is reagálnia kellett volna.
Ha
bármilyen cső, fémház vagy radiátor csípne - enyhén rázna a
lakásban, az a védőföldelés hibája és nem kívánt állapot.
Nehéz kiszúrni konkrét helyét, mert bármelyik
dugaszolóaljzatban, berendezésben előfordulhat a nulla/védőföld
felcserélése vagy szigetelési probléma. Mihamarabb forduljunk
szakemberhez.

Tegyük
fel, hogy kiszereltük a fűtőszálat, de külső sérülést nem
tapasztalunk. Lehet, hogy elégett az ellenálláshuzal? A
hibafelderítést értelemszerűen egy másik példánnyal
demonstrálom. Az ellenálláshuzalnak kicsi az elektromos
ellenállása, ennek a mosógép fűtőszálnak 28 Ohm. Ebből
következik, hogy nem kell az ohm-mérő állásba kapcsolni, elég
a vezetékszakadást vizsgáló funkció használata. Ha nyekereg,
akkor jó a szál, van érintkezés.

Sőt,
egy próbalámpa is elég a méréshez, ha nincs egy ilyen profi
multiméterünk.
Ne feledjük el a fázisvezető és földeléscsatlakozó közti
érintkezést is vizsgálni. Nem érintkezhetnek és kimutatható
ellenállást sem szabad mérnünk köztük.
A
történet szerves része, hogy én hétfőn hívtam egy szerelőt
és a félénkebb olvasóknak továbbra is ezt tanácsolom. Nem szép
történet, lépjünk is tovább. Tehát az ötödik bojlermentes
napon kerestem egy webáruházat, mely másnapi kiszállítást
ígért 999,- Ft postaköltségért.

Tessék
nagyon figyelni, mert például a ZK120E bojler-típusszám ismerete
édeskevés a szükséges fűtőbetét beazonosításához. A
Hajdú gyárat ugyanis megvették az olaszok, akik saját, eltérő
alkatrészeiket kezdték beépíteni. Azóta ezeket "új"
megjelöléssel árulják a kereskedők.
A szerelők szerint van különbség a magyar és olasz bojlerek minősége között. Az eltérés előjelére egy popkulturális utalást tennék a fotóval. Jutalompont a megfejtőnek.
A szerelők szerint van különbség a magyar és olasz bojlerek minősége között. Az eltérés előjelére egy popkulturális utalást tennék a fotóval. Jutalompont a megfejtőnek.

Tehát
nagyon fontos, hogy vegyük kézbe az elromlott alkatrészt és
tanulmányozzuk anatómiáját. Példa következik. Hihetnénk, hogy
ez a típus megfelelő, hiszen birtokunkban van a fenéklemezhez
erősíthető műanyag talp, amibe a fűtőbetétet majd jól
beledugjuk két érintkezőjénél fogva. Tévedés.

Azt
kell megvásárolnunk, mely eleve tartalmaz talpat és vele a
kapilláris csövet, ami a fent elhelyezkedő melegebb víz
hőmérsékletét átadja a hőfokszabályzónak.

Hazudnék
ha azt mondanám, hétfő délelőtt izgalmak nélkül bontottam ki
a csomagot és próbáltam bele a fűtőbetétet. Eddig rendben. Az
anódról még nem esett szó. Szerepe a korrózióvédelem és
a használat során folyamatosan fogy. Amennyiben nem csökkent
az átmérője több, mint 10 millimétert, akkor maradhat
.

Az
is lényeges, hogy a kapilláris cső hosszát helyesen adjuk meg.
Ez 45 centis, de árulnak 27-est is. Mivel a meleg folyadék felfelé
tart, a helyébe hideg folyik, így a hőfokszabályzó alámérhet
a tényleges bojler-hőmérsékletnek.

Remélem
időben szólok, hogy a régi fűtőszálat ne dobják ki, vagy ne
túl messzire, mert vissza kell menni a tömítőgyűrűért. Ezt
ugyanis nem adják hozzá. Hiányában az érintkezőkön keresztül
dől a víz és feltámad a kétely, hogy jó betétet rendeltünk-e.

Így
már jobb. Most a tömítés helyes illeszkedésére ügyelve, az
egymással szemben elhelyezkedő csavarokat meghúzva (tehát nem
körben haladva) szereljük vissza a fenéklemezt. Az
elektromos bekötés előtt kezdjük el feltölteni a bojlert
vízzel. Ha nem ereszt, kössük be a táplálást. Dörzspapírral
megcsiszolhatjuk a védőföldelés érintkezőjét, ha korrodált
kicsit is. Kapcsoljuk vissza az "éjszakai áram"
kismegszakítóját.
Most
várnunk kell eddigi munkánk értékelésével, míg meg nem
érkezik a kedvezményes áram. Nem tanácsolhatok olyat, hogy
végszükségben, teszteléshez használjunk dugaszolóaljzatból
vett áramot, mert ejnye-bejnye. A gyár sem tanácsolja.

Tehát
a bojler végre működik, megtakarítottam a kiszállás+megkezdett
munkadíjon 13.000,- pénzt és ha már ott voltam, körbenéztem a
szervizes webáruházban. A szállítási díj arányának
csökkentése érdekében általában összevárom a
vásárlásokat. Most is hasznos volt a nézelődés, mert
ahogy a költő mondja, sok van mi csodálatos, de a 6000-es
sorozatú csapágyak árazásánál nincs csodálatosabb.
Zárszó,
hogy ha bizonytalanok az áram+víznyomás problémák megoldásának
kihívásai tekintetében, vagy garanciás a készülék, hívjanak
szerelőt. Nekik is élniük kell valamiből és ha elfogynak a
szervizek, nem lesz, ki a drága mosógépet, hűtőt megjavítja.
Ha
tetszett a bejegyzés, oszd meg ismerőseiddel.
Ma már nem forog tovább...
2015.02.04. 05:00 | Tákolmányi0 KOMMENT
Mr.
Furdancs irodai
forgószéke után
az én munkás fotelem mondta fel a szolgálatot. Beépített
anyagai minőségét tekintve már újkorában hulladék volt, bár a
sokkal drágább típusok is hajlamosak jobbra dőlve deformálódni.
Talán mert mázsa körüli testtömegű felhasználók Rodin
"Gondolkodó ember" pózába görnyedve aszimmetrikusan
túlterhelik az anyagot.

Illusztrált
munkanaplómban a javítás mellett az alkatrészek számának
drasztikus leépítését és optimalizálását is megfigyelhetik
némi forgószék-anatómiai ismeretekkel bővítve.

A tengely
és ülőfelület találkozását egy csuklós szerkezet hivatott
megvalósítani. Oldalra kinyúló rúdjával a székmagasságot és
a hátradőlés szögét változtathatjuk. Hiába
állítjuk legegyenesebb helyzetbe a háttámlát, akkor is
túlzottan hátradől. A kart hátrahúzva pedig szinte
fekvőhelyzetbe dönthetjük magunkat. A mesterségesen konstruált
embriópóz talán segít megnyugodni, mikor a főnök leszúr és
csendben zokogunk az íróasztal mögött, esetleg tévedésből
szülőszéket vásároltam - próbáltam megmagyarázni a jelenség
okát..

Közelebbről
megnézve a "logikusan" műanyagból készített persely
adta fel a küzdelmet súlyommal. Logikus, hogy a gyártó szeretne
két éven belül új széket eladni nekem, ezért is a mesterségesen
konstruált hibalehetőség.

Javítás
helyett alapítanom kellene egy alapfokú matrózképző iskolát és
a székkel szimulálhatnánk a hajó dülöngélését - futott át a
gondolat. És az is, hogy lassan fel kellene már szerelni a
padlószegélyeket a júliusi festés után (szemfüleseknek szóló
poén).

Szinte
menetszakadásig tekertem a hátradőlést szabályozó hengert, de
hiába. Természetesen ezt az alkatrészt száműzöm legelőször a
rendszerből.

Minden
tiszteletem a kereveten (lectus discubitorius) félig ülő pózban
heverésző rómaiak életstílusának, kik szőlőt szemezgetve
bámulták a sztriptízt, de az orgia volt, nem monitor előtti
munkavégzés. Idővel biztosan megfájdult a könyökük és a
gerincük is.

A
tengely közepén van egy műanyag gomb, ennek lenyomásával
kireteszeljük a gázliftet és süllyeszthetjük a széket. Ezt a
gombot az oldalra kinyúló kar hajlított vége üzemelteti, másik
tengelyként egy csavar szolgál. Egyiket sem oldható kötéssel
rögzítették. Nincs itt semmi barkácsolnivaló, haladjanak tovább
az üzletek felé - üzeni tervezője.
Innen
már nincs visszaút. A hajlított rudat az oldalkar kíméletes
levágásával, míg az odaszegecselt másik tengelyt a szegecs
kifúrásával választottam le.

Ez
a rugó és a keményfém csavar jól jöhet még.

Ezen
a csonkon szemléltethetjük a forgószék működési mechanikáját.
A balról első furatpárba kapaszkodott a szabályzókar, melynek
hajlított nyúlványa nyomta le a középen látható
gázlift-nyomógombot. A következő két furatba illik a tengely,
ezen tud hátrafelé billenni az ülőtámla. Ezt a középen (az
árnyéka látszik) lévő lyukon átvezetett csavar forgatása
húzza-tolja és rögzíti a megfelelő pozícióba.

Felülről
nézve bukkanunk rá a hiba okára. A fehér gyűrű körül
elhelyezkedő kb 2 mm-es vastagságú (a minőség újabb garanciája)
lemez szorítja rá a tengelyt az előző képen látható csonkra.
Nemcsak megpuhult, eldeformálódott, de el is szakadt a jobb felső
sarokban.

Kissé
tétovázva kalapáltam vissza a lemezt eredeti formájára, hiszen
nem túl nehéz kalapács volt az. Ezt az erőhatást egy könnyű
előredőléssel előidézem az összeszerelt széken, de még nem
akartam-mertem használni a hegesztőberendezést. Eddig másfél
alkalommal hegesztettem csak. E vívódás eredményeképp nem is
vágtam le az új tengelyként színre lépett M8 csavar túlnyúló
végét, ezzel véglegesítve a munkát.

Az
ábrán a csukló még csuklik, a kudló Kudlik, ezért a
beállítócsavar furatán keresztül állandó helyzetbe rögzítettem
a billenésre tervezett alkatrészeket.

Már
csak összeszerelésre és tesztelésre vár az elvileg
javított szék.
Második
nap
Na
jól van, kis barátom - gondoltam fél óra múlva, mikor ismét
dőlni kezdett és szinte hallottam a megkínzott fém sikolyát -
holnap finomkodás nélkül megbeszéljük ezt a dolgot. Így is
lett. Majdnem egy teljes pálcát elhegesztettem az elhajlott rész
megerősítésére és tengelyhez rögzítésére.

Ez
a kezelés már sikeres volt, napok óta nyüstölöm és stabilan
bírja az igénybevételt. Sőt, a kitermelt alkatrészek nyeresége
mellett kényelmes, állandó helyzetbe rögzítettem a háttámlát.
Milyen tanulságot szűrhetünk le a példából? Mindig legyen
hegesztőkészülék az irodában.
Ha
tetszett a bejegyzés, oszd meg ismerőseiddel. Ha nem, akkor is.
Központi kérdés
2015.03.25. 05:00 | Tákolmányi0 KOMMENT
Kör közepén állok -
énekelte Attila sikerei csúcsán, amihez gratulálunk, mert egy
kör középpontját pontosan megszerkeszteni nehéz. Egy
háromdimenziós hengeres tárgyra jelölni még inkább problémás,
pedig néha szükségünk lehet rá a gyakorlatban.
Gondoljunk
csak egy betonból kiöntött hengerre, amivel az elvetett fűmagot
tömörítjük a talajba. Ha a tengelyt nem pont középre
helyezzük, kissé döcögős lesz a hengerlés, avagy nem megy
zökkenők nélkül.
Középpont szerkesztése, ahogyan az iskolában tanultuk: „Az ismeretlen középpontú adott kör vagy körív két tetőleges, de egymással nem párhuzamos húrját merőlegesen felezzük. Az a és b jelű felező merőlegesek N metszéspontja a keresett középpont.”
Lássuk a gyakorlatban. A fotókért elnézést.
Középpont szerkesztése, ahogyan az iskolában tanultuk: „Az ismeretlen középpontú adott kör vagy körív két tetőleges, de egymással nem párhuzamos húrját merőlegesen felezzük. Az a és b jelű felező merőlegesek N metszéspontja a keresett középpont.”
Lássuk a gyakorlatban. A fotókért elnézést.

Húrokat
húzunk

A
húr - kört érintő - mindkét pontjából körzővel körívet
húzunk

E
körívek közös pontjait összekötjük. A vonal felezi a húrt és
merőleges rá.

A
másik húrral is elvégezzük a műveletet

A
két felező merőleges metszéspontja a kör közepe. Ezen a
demonstrációs fotón látható, mennyire fontos a vonalak pontosan
metszéspontokra történő illesztése. A szerkesztett középpontba
szúrt körzővel le tudjuk ellenőrizni, hogy helyesen és pontosan
dolgoztunk-e. Kis korrigálás után már az én körzőm is a kör
közepén áll.
Az eltérés oka, hogy a fotózás előtt vettem észre: eltűnt a körzőből a hegy. Egy huzalszöggel pótoltam, ami nem éppen garancia az elvárt jellemzők teljesítésére.
Egy vascső központozásánál hova szúrjam a körzőt, a levegőbe? - hangzik a józan kérdés.
Emellett a kisebb átmérőjű hengereknél a mérés és bejelölés pontatlansága már számottevő, itt szerkesztéssel nem boldogulunk. Szerencsére az ipar lépett az ügyben és egyszerű-olcsó formában ültette át a geometriai megoldást.
Az eltérés oka, hogy a fotózás előtt vettem észre: eltűnt a körzőből a hegy. Egy huzalszöggel pótoltam, ami nem éppen garancia az elvárt jellemzők teljesítésére.
Egy vascső központozásánál hova szúrjam a körzőt, a levegőbe? - hangzik a józan kérdés.
Emellett a kisebb átmérőjű hengereknél a mérés és bejelölés pontatlansága már számottevő, itt szerkesztéssel nem boldogulunk. Szerencsére az ipar lépett az ügyben és egyszerű-olcsó formában ültette át a geometriai megoldást.
Lényegében
azt végzi el, amit szerkesztéssel mi az imént. A körív
érintőire fektetjük a két kiálló tengelyt és a felezett -
merőleges vonalat kihúzzuk. Elfordítjuk és ott is húzunk egy
vonalat, megkaptuk a metszéspontban a középpontot.
Az
eszköz 30-95 mm közötti rádiuszokhoz használható. Készítsünk
egyet, ha nagyobb csövet kell méreteznünk vagy pusztán spórolós
hangulatban vagyunk. Szövegszerkesztő programmal rajzolunk egy, a
mérendő henger függvényében választott méretű kört. Két
kisméretű pontot illesztünk a körívre, ezek lesznek a
vonalzóból kinyúló kis tengelyek furatai.

Ezeket
kössük össze egy húrral. Lényeges a pontosság, szerencsére
tetszőlegesen nagyíthatjuk az ábrát. Az "objektum
tulajdonságai" ablakból kiolvassuk a húr hosszát.

Készítsünk
négyzetet, melynek szélessége pont a fele a húr hosszának és
talpát fektessük rá a húrra. Így most jobb oldalának
személyében megkaptuk a húrra merőleges, felező egyenest.

Rajzoljuk
körbe, mint a helyszínelők, azaz készítsük el a leendő
vonalzó kontúrját. Piros színnel jelölve és fontos, hogy a
vonalzó jobb oldala egybevágjon a felező merőlegessel.

Töröljük
ki háttérből a felesleget, kész a vonalzó. Már csak egy
fémlapra kell átrajzolnunk a körvonalakat (ügyelve arra, hogy a
ceruza vastagsága hozzáadódik a sablonhoz). Kivágjuk vonalzót
és kifúrjuk a tengelyek furatait.

Az
otthon adódó megoldásokkal két tengelyt kell erősíteni a
furatokba. A tengelyek végének nem lehet feje, ezért javasolt
például egy távtartó felerősítése csavarral tengelyként.
Legpontosabb
középpontot akkor kapjuk, ha eleve annak fúrásával -
esztergálásával kezdjük a kör kialakítását és abból
kiindulva vágjuk körbe az anyagot, készen kapott tárgynál
viszont e módszerek a célravezetőek.
Villanyóra házilag
2015.03.23. 05:00 | Tákolmányi3 KOMMENT
Előfordulhat,
hogy egy szakaszosan működő, szabályzott berendezés napi
fogyasztását szeretnénk megmérni. Tipikusan ilyen eszközök a
termosztáttal kapcsolt fűtőbetétek vagy a szivattyúk. Nem
állhatunk mellettük egész nap stopperrel, hogy mérjük az összes
működési időt. Egyszerű és olcsó megoldást ismertetek a
mérésre.

Persze,
persze, fogyasztásmérőnek hívják villanyszakmailag
Leendő
hajtató üvegházamnál merült fel az igény, hogy előzetes
költségszámítást végezzek egy fagypont felett tartó
fűtőventilátor fogyasztásáról. Természetesen vásárolhatunk
digitális fogyasztásmérőt, de az egyszeri és egyedi
felhasználás, valamint a nulla költségre való törekvés miatt
inkább megoldottam házilag.
Kulcseszköz
egy elektromechanikus óra. Mutatói áram nélkül megdermednek,
majd a félbehagyott állásból indulva folytatják a mérést. Az
analóg mutatóeszköz hátránya, hogy 12 órás összes üzemidőt
képes mérni, amíg körbefordul a kismutató.

Óránk
1.5V körüli feszültséggel működik, de ez rá is van írva az
elemre.
A
szabályzó-visszacsatoló eszköz egy termosztát, ami 230V
feszültséget ad ki. Amúgy sem elegáns nagy teljesítménnyel
terhelni - bár az általam
választott 16A
maximális áramra van hitelesítve - de most két áramkört kell
kapcsolnia. A fűtőberendezést 230V-ra és az óra 1.5V
tápfeszültségét. Tehát ha van otthon egy mágneskapcsoló, akkor
a termosztátot a behúzótekercsre kötjük, a két "BE"
kapocspárra pedig a fűtő- és az óra áramkört.
Spórolós
megoldást ígértem, a mágneskapcsoló nem olcsó. Viszont egy 5
voltos mobiltöltőt megszelídíthetünk, hogy csökkentsük a
tápfeszültséget, így két darab ellenállás közbeiktatásával
ráköthetjük a 230V vezérlőáramkörre az órát is.

Az
óra 0.26 mA áramot vesz fel, de csak mikor lépteti a mutatót. Nem
volt könnyű fotózni.
Én
már rég lemondtam róla, hogy megértsem a villamosságtan elméleti
összefüggéseit, ezért egy villamosmérnök barátomat kértem meg
(Köszi, Misu!) a gyakorlati kivitelezésre, szigorúan passzív
alkatrészekből. Ő egy két ellenállásból álló
feszültségosztót javasolt, figyelemmel az óra áramfelvételére.

Lényeg,
hogy a piaci mutatós óra elé két, 1.5kΩ és 576Ω értékű
ellenállás kötünk sorba, majd közös pontjukat kivezetjük az
óra pozitív tápcsatlakozójára. A föld az marad föld. A
tápfeszültség befolyásolja a késést (az órák késnek lemerülő
elemmel), érdemes elvégeznünk egy összehasonlító mérést.
Korrekt, másodpercre pontosan jár.

Pusztán
a kismutatót tervezem meghagyni, ezért visszajelzőként bekötök
egy LED-et, hogy azonnal látni lehessen, amikor feszültség alatt
van a fűtőtest.
Nem
kell túlragozni a számlapot, keressünk rá a "clock face"
kifejezésre és az első rokonszenves grafikát méretezzük,
például egy szövegszerkesztőben. Amennyiben ismerjük a
berendezés fogyasztását, akár kWh vagy forint mértékegységet
is feliratozhatunk. A mutatót kissé megkurtítottam, hogy beférjen
egy CD-tokba.

Mutatós
darab...
A
tok egy időjárástól védett dobozban helyezkedik majd el, a
rácsukható tokfedél megvédi a véletlenül okozott sérülésektől,
ha például a termosztátot állítgatjuk. Kinyitva nullázhatjuk a
mérést. Párától is védi a papír számlapot. Összegezve:
termosztát > 5V mobiltöltő > feszültségosztó >
elektromechanikus óra a feszültség útja. Majd ha ideér a
termosztát és kikeltek a magoncok, bemutatom felszerelt állapotban
a teljes fűtésrendszert is.
És
végül a +1 megoldás, ha nem akarunk forrasztgatni. Vásároljunk
egy elektromechanikus időzítőórát, ilyesmit:

Ez
az óraszerkezet szintén akkor jár - 24 órás méréshatárral -
mikor feszültséget kap. Nem annyira impozáns, mint a CD-tok
mérőműszer, de elég neki egy fűtőtesttel párhuzamosan kötött
dugaszolóaljzat. Másrészt később használhatjuk eredeti
funkciójára is, időzített bekapcsolásra.
Ha
tetszett a bejegyzés, oszd meg ismerőseiddel.
Mindenkinek legyen tyúkja!
2015.03.03. 05:00 | Thoreau0 KOMMENT
Pontosabban
nem is csak egy tyúkja, hanem akár egy teljes baromfiólnyi
szárnyasa is. Mert a tyúk jó, abból lesz a tojásrántotta és a
rántottcsirke, sőt, a tyúkhúsleves is. A városi tyúktartás
valódi probléma manapság. Sokan vannak, akik egy fárasztó nap
végén megérkezvén belvárosi vagy lakótelepi lakásukba, azzal
szembesülnek, hogy az ott tartott baromfiak megint szerteszét
kóboroltak a szobákban, vagy akár az egész emeleten. Ilyenkor a
megvadult szárnyasok összeterelgetése mindig szegény tyúkgazdára
vár. Sajnos mindez idáig nem volt kellően urbánus, ugyanakkor a
tyúkok számára is elfogadhatóan trendi de mégis lakályos
tyúkketrec a piacon.

Azonban
egy tavaly őszi pályázat gyökeresen megváltoztatta ezt a
helyzetet.
A DESIGN
TYÚKÓL - Urbánus csirke házat keres
szlogennel
bíró pályázatot a szolnoki Aba-Novák Kulturális Központ
Nonprofit és Közhasznú Kft. mint kiíró, a Design Terminál
szakmai támogatásával hirdette meg.
A
versenyre egész sok pályázat érkezett, ezek a
kiíró honlapján mind
megtekinthetőek. Miután egy tervezői pályázatról van szó,
maguk a pályamunkák is igazán művészi színvonalúak, az oldalon
pdf formában megtekinthetőek, érdemes is végigböngészni,
némelyik kész költemény.
Mi
most néhány tervet emelünk csak ki a legjobbak, pontosabban a
számunkra leszimpatikusabbak közül:
A
fődíjat György
Kata 'HeNxagon'
terve kapta:
.jpg?full=1)

Ez
egy meglehetősen jól variálható építmény, ráadásul -
legalábbis elméletben - a keletkező hulladék újrahasznosítását
is megoldotta a tervező.

Szintén
tetszetősek az alábbi elképzelések is:
Dr. Ónodi
Gábor munkája:

Horváth
Lili terve:
.jpg?full=1)
Keller
Ferenc 'Combo'
pályamunkája:

Nagy
Gábor terve:
.jpg?full=1)
Tóth
Adrienn munkája
is elemekből építkezik:

A
fenti tervek megegyeznek abban, hogy mind meglehetősen jól
variálható, a szárnyasok számának, méretének függvényében
alakíthatóak. Tervezésükkor gondoltak a különböző időjárási
és hőmérsékleti viszonyokra, és a tyúkok igényeire is.
Mindegyiknál megoldották az árnyékolás kérdését, és a
legtöbb pályamunkánál a tyúkok háza egyben a kertet is pótolja
valamelyest, a ketrecek teteje, vagy más részei zöld növényekkel
beültethetőek. Tényleg érdemes a honlaponmegnézni
a komplett pályamunkákat, sok egyéb kép mellett komoly elméleti
magyarázatot is találunk a művekhez.
Természetesen
egy ilyen verseny sem képzelhető el manapság raklapból készült
alkotások nélkül, és az újrahasznosítás is fontos szempont.
Voltak
a problémát máshogy megközelítő megoldások is. Ilyen volt
például Hajmichael
Ádám:
„Ólháló” terve,
amely a sokak által ismert virtuális farmokat (pl.: Farmerama)
ötvözte a valódi csirkékkel, egy igen érdekes, bár némiképp
futurisztikus elképzelésben.
Az
ok, ami miatt végül is ez a verseny - ha kicsit megkésve is - de
ide került a Furdancs blogra, nyilvánvaló. A fenti tervek remek
ötletadók lehetnek minden barkácsolni szerető gazda számára.
Ilyenkor, tavasszal amúgy is mindenféle tervvel telik meg a
fúr-farag ember naptárja, különösen igaz ez a valamelyes
'farmer' vagy 'birtokos' jegyeket magukon hordozó alanyokra.
Most
talán a tyúkok elhelyezésének sok fejfájást okozó gondját
sikerül levennünk olvasóink válláról.
(A
képeket a pályázat honlapjáról, illetve a pályamunkákból
emeltük át.)
Ha
tetszett a bejegyzés, oszd meg ismerőseiddel. Ha nem, akkor is.
Lemezek és rúdanyagok hajlítása
2015.05.04. 05:00 | Tákolmányi0 KOMMENT

Kisebb
munkadarabokat satuban hajlítunk úgy, hogy a hajlítandó
munkadarabot a hajlítás helyén befogjuk és kalapácssal
meghajlítjuk. Nagy szárhosszúság esetén a lemezt bal kezünkkel
a hajlítóél fölött lenyomjuk, és a hajlítás helyét
fakalapáccsal könnyedén ütögetjük. A szabad végre mért
ütések a munkadarabot elgörbítik és nem hatnak a hajlítás
helyére.

Nagy
szárhosszúságú munkadarab hajlítása
Rövid
szárhosszúság esetén kemény fatuskót vagy leütővasat
helyezünk közvetlenül a hajlítás helyére és a munkadarabot
félkezes kalapáccsal erélyesen ütögetve hajlítjuk meg.

Kis
szárhosszúságú munkadarab hajlítása
S
alakú munkadarabok hajlítását a következő sorrendben végezzük
el:

S
alakú munkadarab
A
munkadarabot az előrajzolás vonalánál szögvasak közé (amelyek
élei a hajlítási sugárnak megfelelően legömbölyítettek)
fogjuk be és elvégezzük az egyik (1) hajlítást. Ezután
megfordítjuk, a közbetéttel együtt újra satuba fogjuk és
elvégezzük a másik (2) hajlítást.

S
alakú munkadarab hajlítása

Szögletes
kengyel
Szögletes
kengyel hajlítását az alábbi sorrendben hajtjuk végre.



Az
egyszerű asztalos furdancs szárát az előbbihez hasonlóan, de
más sorrendben készítjük el. A hajlítást nehezíti, hogy a 2.
sugár meghajlítása után a nyelet és a nyélgyűrűket fel kell
fűznünk s a további hajlításokat így végezzük el.

Asztalos
furdancs hajlítása
Lépcsős
lemezhajlításhoz - ha több munkadarabot kell készítenünk -
érdemes hajlítókészüléket igénybe venni, s a hajlítást a
satu szorításával két lépésben elvégezni.

Lépcsős
lemez


Lépcsős
lemez hajlítása
Ha
a hajlítandó lemez hossza a satu szélességénél nagyobb, akkor
rugós szorítót alkalmazunk.

Rugós
szorító

Hajlítás
rugós szorítóval
Ellenkező
esetben ugyanis, ha kissé keményebb lemezt hajlítunk,. az
berepedhet vagy eltörhet. Ha netán mégis hengerlési irányával
megegyezően kellene hajlítanunk a lemezt, akkor válasszunk
nagyobb hajlítási sugárt, esetleg lágyítsuk ki a lemezt, vagy
pedig hajlítsunk melegen.
Kör
vagy körív alakú hajlítást hajlítótüskével készítünk. A
csuklós pánt hajlítását pl. a következő sorrendben végezzük
el:
1. művelet: a csuklószárat és a tüskét együtt a satuba fogjuk, a lemezt a tüskére előhajlítjuk;
2. művelet: a csuklószárat a tüskével elfordítjuk, befogjuk a satuba és fokozatosan továbbhajlítjuk;
3. művelet: az utolsó fokozatba való átfogásnál a lemezvégnek neki kell ütköznie a csuklószárnak.
1. művelet: a csuklószárat és a tüskét együtt a satuba fogjuk, a lemezt a tüskére előhajlítjuk;
2. művelet: a csuklószárat a tüskével elfordítjuk, befogjuk a satuba és fokozatosan továbbhajlítjuk;
3. művelet: az utolsó fokozatba való átfogásnál a lemezvégnek neki kell ütköznie a csuklószárnak.
A
lágy és kényes felületű lemezeket fakalapáccsal hajlítsuk. Az
acélkalapács minden elővigyázatosság mellett is könnyen
megsérti, megnyújtja vagy meggörbíti a lemezt, amit azután
nehéz helyrehozni.
Nagyobb
lemezek hajlítása gyorsan és pontosan végezhető a
lemezhajlító-gépen. A hajlítást a következő módon végezzük:
a lemezt az előrajzolásnak megfelelően a hajlítógép alsó és
felső befogópofái közé helyezzük. A két pofát csavarorsóval
összeszorítjuk. Ezután a hajlítópofa elforgatásával a felső
befogópofába helyezett léc körül meghajlítjuk a lemezt. A
hajlítás szöge attól függ, hogy a hajlítópofát mennyire
forgatjuk el. A felső pofa betétlécei cserélhetők, s így az
tetszés szerint lekerekített vagy éles sarkú hajlítások
készítésére alkalmas.

A
lemezhajlító gép vázlata
Tömegben
gyártott alkatrészek hajlításához nagyon gazdaságos a
hajlítószerszám. A hajlítószerszám bélyegből és
hajlítópárnából áll. A munkadarabot a lefelé haladó bélyeg
a hajlítópárnába (matricába) sajtolva hajlítja meg.

A
hajlítószerszám vázlata
Már
a lemezdarab kiszabásakor vegyük tekintetbe a hengerlés
szálirányát, és ennek megfelelően válasszuk ki a munkadarab
hajlításának irányát és helyét úgy, hogy a hajlítás iránya
a hengerlési irányra merőlegesen, de legalább 45°-ban álljon.
Forrás:
Simon Sándor Fémipari alapképzés (1976.) című nagyszerű
tankönyve, mely a kiadása óta eltelt évtizedek dacára is
megőrizte mindazon tudás aktualitását, melyre a barkácsműhelyben
szükségünk lehet.
Ha
tetszett a bejegyzés, oszd meg ismerőseiddel. Ha nem, akkor is.
Fióktrükk
2015.05.19. 05:00 | Thoreau0 KOMMENT
Ez a posztunk egy múlt héten
talált videó kapcsán született. Aki szokott otthon
asztaloskodni, az ismerheti a fiókkészítés nyűgjeit. Egy
fióknak általában masszívnak kell lennie, ugyanakkor lehetőleg
minél vékonyabb oldalfalakkal kell rendelkezzen, mert fontos a kis
súly, és a hasznos belső méretet sem célszerű feleslegesen
csökkenteni. Igen ám, de a vékony oldalfalak és hátlap nem
könnyen illeszthető össze. Szabályosan csapozni-fogazni persze
lehet, de erre a legtöbb barkácsoló azért nem vetemedik. A
csavarozás viszont vékony lemezek esetében néha nehézkes,
előfordulhat, hogy a vékony lemez elreped a csavar vagy akár csak
pár apró szög feszítő erejétől.
A
most talált videó erre a problémára kínál brilliáns
megoldást. Igaz, ehhez szükség lenne egy speciális szerszámra,
ami ugyan némi tervezéssel és utánajárással akár házilag is
'összelegózható', de nyilván nem mindenki vállalkozik erre.
Maga a megoldás azonban mindenképp zseniális, az alábbi, -
kicsit hosszú - videón megnézhető az egész történet.
New Invention - Easiest Drawers Ever!
Aki
érdeklődik az asztalos szakma iránt, több olyan youtube
csatornára bukkanhatott már, amely ügyes és a közösségi
médiák, meg az online megjelenés iránt fogékony asztalosok
munkáit, trükkjeit mutatja be. Ezek közé tartozik a fenti
megoldást kiagyaló Andrew
Klein youtube
csatornája.
De
ilyen például a szintén kedvelt Matthias
Wandel csatornája
is, érdemes megnézni pár videóját. Rengeteg jópofa ötletet és
tippet találhatunk a fenti oldalakon.
Pantográfmarógép
Demonstrating the pantorouter
u.a.
New pantorouter first cut and adjusting for accuracy
u.a.
Building the pantorouter
De
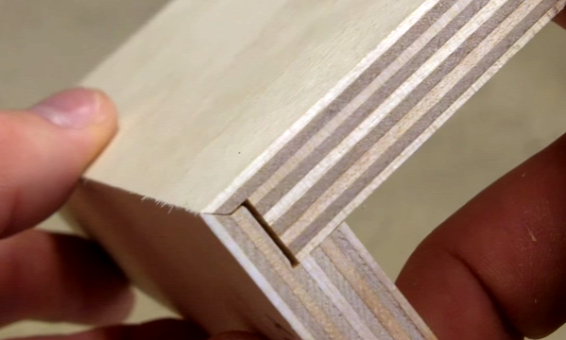
visszatérve a fiókra. Látható, hogy egyetlen marási folyamattal
pontos és precíz illesztési módot lehet kialakítani. Ahogy a
videón is látható, ehhez nem feltétlenül van szükség
marógépre, egy körfűrészen is összeállíthatunk alkalmas
profilt kiadó fűrésztárcsákból álló szerszámot. Ennek
nyilvánvaló előnye, hogy gyakorlatilag bármekkora dobozt
(fiókot) tudunk készíteni, akár méteres oldalúakat is, hiszen
csak a fűrész munkaasztalán kell mozgatni a lapokat. Ha egy
megfelelő profilú marókést készítenénk (amit akár még le is
lehetne gyártatni) akkor a marógép mérete meghatározná a
munkadarab maximális méretét is.
De
bárhogy is, ez a videó akár általános ötletadónak is jó
lehet, hiszen jó példa arra, hogy bizonyos problémák vagy
feladatok akár teljesen újszerűen is megközelíthetőek.
Ha
tetszett a bejegyzés, oszd meg ismerőseiddel. Ha nem, akkor is.
Fémipari alapok: fűrészelés
2015.07.27. 05:00 | Tákolmányi0 KOMMENT
A nagyobb keresztmetszetű
anyagokat vágással vagy nyírással vagy nem lehet darabolni, vagy
nem gazdaságos. Vastagabb anyagok be- és kivágása az említett
műveletekkel sok esetben nem oldható meg. Mindezek a műveletek
fűrészeléssel könnyebben és gyorsabban elvégezhetők.

A
fűrészelés célja tehát nagyobb keresztmetszetű munkadarabok
darabolása, azokon ki- és bevágások készítése, ill. a
felesleges anyagréteg eltávolítása, vagy a munkadarab előnagyoló
megmunkálása. A fűrészelést végezhetjük kézi vagy gépi
erővel.
A fűrészlap élkiképzése
Fűrészeléskor fémfűrészlapot használunk. A fémfűrészlap fogakkal ellátott acéllap. Készülhet kétoldali vagy csak egy oldali fogazással. A fűrész többélű forgácsolószerszám. A fűrészlap egyes fogainak ugyanolyan hatása van, mint egy sor egy más után álló egyforma vágónak.

Egy-
és kétoldalú fogazatú fémfűrészlapok
A fűrészlap elve
Ha a fűrészlap mélyebbre hatol az anyagba, a súrlódás az oldalfalakon fokozódik, és a fűrészlap beszorul a vágott résbe. Ezért a fűrészlap forgácsoló éleit úgy alakítják ki, hogy azok szélesebb rést vágjanak, mint amilyen a lap vastagsága.
Ezt
háromféleképpen lehet elérni:
- Kihajtogatással: A fogakat felváltva jobbra és balra kihajlítják.
- A fogak hullámvonalú elhelyezésével: a lap síkjából három vagy négy fogat nyomnak ki hullámvonalban.
- A fogak zömítésével: a fűrészlapot a vágóélen zömítik úgy, hogy a fogak szélesebbek legyenek, mint a fűrészlap.
- Kihajtogatással: A fogakat felváltva jobbra és balra kihajlítják.
- A fogak hullámvonalú elhelyezésével: a lap síkjából három vagy négy fogat nyomnak ki hullámvonalban.
- A fogak zömítésével: a fűrészlapot a vágóélen zömítik úgy, hogy a fogak szélesebbek legyenek, mint a fűrészlap.

Különböző
fogazatok
Ha
a fűrészt nyomás alatt végigtoljuk az anyagon, arról mindegyik
ék alakú fog kis forgácsot választ le. A forgácsokat a fogközök
magukkal viszik és a vágás végén kiesnek.
Kemény
anyagba a fogak nehezen hatolnak be és csak kis forgácsokat
választanak le, ezért ha szívós anyagok fűrészelésekor jó
teljesítményt akarunk elérni, sűrű fogazatú fűrészt kell
használnunk, hogy a fűrész sok foga forgácsoljon egyszerre. Ha
azonban nagyon széles munkadarabot fűrészelünk, a fogközökben
túl sok forgács gyűlik össze, tehát ilyenkor keményebb
anyaghoz is ritkább fogazatú fűrészt használjunk.
Lágyabb anyagokba a fogak mélyebben nyomulnak be és vastagabb forgácsot választanak le. Ilyen anyagokhoz nagyobb fogközökre, tehát ritkább fogazatokra van szükség, hogy az összegyűlő forgács ne tömje el a fogközöket. A metszőszög ebben az esetben kisebb, a fogközök pedig lekerekítettek.
Lágyabb anyagokba a fogak mélyebben nyomulnak be és vastagabb forgácsot választanak le. Ilyen anyagokhoz nagyobb fogközökre, tehát ritkább fogazatokra van szükség, hogy az összegyűlő forgács ne tömje el a fogközöket. A metszőszög ebben az esetben kisebb, a fogközök pedig lekerekítettek.
Az
elmondottaknak megfelelően a fémfűrészlapok különböző
sűrűségű fogazattal készülnek. A fogak sűrűségét 25 mm-es
hosszra eső fogosztással mérjük. A szabványos fémfűrészlapok
25 mm-enként 14, 16, 18, 22 és 32 foggal készülnek. A bevágás
megkönnyítésére gyártanak olyan fémfűrészlapokat is,
amelyeknek fogai 25 mm-enként egyenletesen 14-32 fogszámig
növekednek.

A
fogak sűrűségének megállapítása
A
fűrészlapokat a következők szerint választjuk meg: Lágy
anyagokhoz és nagyon széles, szívósabb munkadarabokhoz ritka
fogazatú (25 mm-enként 18-22 fog). Igen szívós anyagokhoz és
vékony falú munkadarabokhoz (csövek, lemezek) sűrű fogazatú
(25 mm-enként 32 fog) fűrészlap szükséges.

A
nyomóerő elosztása
Fűrészeléskor
a forgácsolás teljesítményét a fűrészre gyakorolt nyomás és
a sebesség - amellyel a fűrészt a munkadarabon vezetik -
határozza meg. A forgácsoló erő- és sebesség függ az
elfűrészelendő munkadarab anyagának tulajdonságától. Az
ellenálló erő, amelyet a megmunkálandó anyag a fűrészfoggal
szemben kifejt, az anyag szilárdságától és keménységétől
függ. Lágy anyag kevésbé áll ellen a forgácsolásnak, ezért
nagyobb forgácsoló-sebességgel fűrészelhető; a szívós anyag
viszont kisebb forgácsoló-sebességet kíván. A fűrészelés
forgácsolós-ebességének mértékegysége a fűrészlap egy perc
alatti ide-oda mozgásának száma. A fűrészlap egyszeri ide-oda
mozgását nevezik kettőslöketnek.

A
vágási nyomás függ még a vágás hosszától is. Azonos vágási
nyomást feltételezve kis vágási hossznál az egyes fogakra
nagyobb nyomóerő jut, mint hosszabb vágásnál.
Forrás:
Simon Sándor Fémipari alapképzés (1976.) című nagyszerű
tankönyve, mely a kiadása óta eltelt évtizedek dacára is
megőrizte mindazon tudás aktualitását, melyre a barkácsműhelyben
szükségünk lehet.
Ha
tetszett a bejegyzés, oszd meg ismerőseiddel. Ha nem, akkor is.
Mikroklíma
2015.07.23. 05:00 | Tákolmányi7 KOMMENT
Két hét kánikula után
sokunk ellenállhatatlan vágyat érez megismételni Amudsen
sarkköri expedícióját, vagy elszegődni egy norvég fúrótoronyra
kosztért-kvártélyért. A józanabbak vagy kevésbé romantikusak
klímaberendezés megvásárlásán tűnődnek.
A
légteret hűtő megoldások sajnos nem mindenkinek megfelelőek
hosszú távon. Már fájnak ízületeink a klímától (ha még
nem, majd fognak), fülünk begyullad a ventilátortól és legalább
az illúziójára vágyunk valami simogató, hűvös
fuvallatnak. Egy pontszerűen ható lábhűtő spontán
építését mutatom be most, csatlakozva a témában született
előző írásainkhoz.
Padlásbéli
felfedezőutamon bukkantam egy kiselejtezett fritőzre, akkori
állapotát kegyeleti okokból nem mutatom be. Miért ne? - vetődött
fel a korábbi klímaépítő cikkek nyomdokain elindulni és
lényegében a szemétből építeni egy klasszikus
klímaberendezést, hozott jégből.

Klímaépítéskor
legfontosabb teendőnk biztosítani, hogy egyes dolgok ne
találkozzanak. Gondoljunk például az elektromos áram, a
nedvesség és az emberi test találkozására. Jobb, ha ezt a
szigetelést gyárilag garantálja egy készülék, melyet
átalakítunk majd.

Ehhez
először meg kell bontanunk egységét. Alulról hatolunk a
berendezésbe műanyag aljlemezének eltávolításával.Tekintsék
az alábbiakat egy (barkács) irodalmi jellemfejlődésnek mely
naggyá teszi a klasszikus műveket. A Nagy Magyar Regény tehát
rombolással kezdődik, Szétszedtem! rovatunk jegyében, de aztán
jóra fordul minden és alkotunk is.

Az
egész szerkezet a kicentizett anyagminőség iskolapéldája
lehetne, a kritikus helyeken merevített, leheletfinom anyagok
alkotják. Mivel erősáramot nem vezet továbbiakban a szerkezet,
már nyertünk egy villásdugót és egy vagány sorkapcsot.

A
főzőtér bádogtartálya tárul fel és már látjuk, hogy
megtakarításához kevés lesz a hideg zsíroldó. Szerintem sokuk
járt abban a cipőben, mikor ugyan kivételesen ízletesnek
találták a fritőzben készült ételeket, de aztán elment a
kedvük a gyakori olajcserétől és a kövesedni hajlamos étolaj
eltávolításából. Így aztán bekerült a tárolóba a - például
- szobabicikli mellé.

Az
olajtartály aljába sajtolták a fűtőszálat. Középen egy
csavar tartja a hőérzékelőt, egyben ez rögzíti aljlemezt.
Bimetallos hőkapcsolót tartalmaz mechanikus beállítási
lehetőséggel.

Azaz
ha elforgatunk egy kart, az távolabb-közelebb tolja az
érintkezőpárt. A hőkapcsolót alkotó kétfajta fém változó
hőtágulása miatt elforduló érintkezők a szükséges
hőmérsékletnél zárnak vagy nyitnak. Működést visszajelző
lámpa is kapott helyt az áramkörben.

Minderre
már nem lesz szükségünk, ezért lemeztelenítjük a bádogtartály
alját és továbbiakban ez szolgál a máshol előállított jég
tárolására. Természetesen azon a más helyen fog majd
jelentkezni a jég előállításának ökolábnyoma és
energiafogyasztása, de ez van.

Térjünk
a lényegre. A tartályban elhelyezett jég által lehűtött
levegőt egy apró hűtőventilátor fújja ki a légtérbe. A
szerkezet 12V feszültséggel működik, mint a processzorhűtők
általában, nem kell tartanunk áramütéstől. Fogyasztása 1.68W.

Azonos
légtömeg mozgatásához kisebb lapátfelület esetén nagyobb
sebesség tartozik, ezért a számítógéphűtő ventilátorok
sivító hangja. Ha egy tápegységből bányászunk ki nagyobb
átmérőjű ventilátort, csendesebb lesz és teljesítménye is
nagyobb. Viszont az elhelyezéssel gondok adódhatnak, mint itt is.
Ezért döntöttem a processzorhűtő mellett.

Elektromos
felépítése nem állít kihívásokat. Egy mobiltöltő, vagy
bármilyen 5-12 voltos (egyenáramú) tápegység két vezetékét
összekötjük a ventilátor két vezetékével. Fontos a helyes
polaritás, felcserélve nem működik. Mégiscsak nedves
környezetben működtetjük, ezért az
összecsavart-forrasztott-szigetelőszalagozott vezetékpárra az
összekötést megelőzően ráhúztam egy zsugorcsövet.

Öngyújtós
melegítés mellett szépen összezsugorodva rásimult az egyenetlen
anyagra. Hasznos eszköz, mert a szigetelés mellett minimális
mechanikai védelmet is biztosít.

Következő
teendőnk egy cső levezetése a jéghez, minél közelebb. Ha
pusztán a tetőre vágunk egy lyukat, a ventilátor a könnyebb
áramlási út miatt közvetlenül onnan húzná a levegőt és nem
sok hideget éreznénk a kimeneten. Valami vízgépészeti
alkatrészek lehettek az alkotóelemek előző életükben, de
szerencsésen egymásba illettek.

A
kivágott lyukra a menetes csatlakozás szorítja rá a kivezető
csövet.

Alul
pedig egy menet szigetelőszalagtól már meg is szorult. Hogy
a csőre szükség van, minél jobban bizonyítja a jelenség, hogy
ha ráteszem a tenyeremet, éktelen sivításba kezd a ventilátor
és fordulatszáma is lecsökken. A huzatút nélkül egyszerre
szívná és fújná ugyanazon nyíláson keresztül a levegőt.

Rátesszük
a fedőt és készen vagyunk. Mivel bevált a konstrukció, később
még egy kapcsolót is teszek a tetejére, hogy ne a konnektorból
való kihúzással lehessen kikapcsolni.

A
működési elve egyetlen fotóban elbeszélve. A jeget
helyettesíthetjük gyárilag zacskózott hűtőfolyadékkal,
hűtőtáskához adott párnákkal is.

Tesztelés
következik. Ehhez a már korábban bemutatott infra
hőmérőt használtam
fel. Egyszeri nagyobb kiadás, de ilyen alkalmakkor hálásak
szolgáltatásai. Nem kell hagyományos hőmérőt nyomni a mérendő
felületre (annak mérési hibáival egyetemben), hanem csak
meghúzzuk a ravaszt. Hasznos jószág.

A
mikro klímába frissen helyezett jég még nem hűtötte le a
szerkezet borítását, így azon műhelymeleget mérünk.

A
kifújt levegő már hűvösebb hét fokkal, de ez csak jobb lesz,
ahogy a jég megolvadva nagyobb felületen párologtat. Fokozhatjuk
hatékonyságát.

Az
eddig a főzőedény párájának kiengedésére szolgáló rácsos
keresztmetszet szűkebb, mint a ventilátor teljes mérete, így mi
magunk korlátoznánk a teljesítményét meghagyásával. A szűk
rések miatt a kiáramló levegő is nagyobb zajt kelt. Gyárilag
formatervezett külsején ront némileg, ha kört vágunk az
anyagba, de a lábunk mellett fog heverni, nem látja senki.

Viszont
a megnőtt keresztmetszet haszna azonnal meglátszik. Újabb öt
fokkal csökkent a kifújt levegő hőmérséklete. Mindez persze
gyorsabb jégolvadást eredményez.
Egy
napos használat után nem tartom elfecsérelt időnek az
elkészítését (még a mosogatást sem), mert rövidnadrágban,
íróasztal alatt stabil, érezhető hűvösséget produkált. Most
elsősorban a gyors megoldást és a vizuális megjelenést (csinos
droid külseje lett vitathatatlanul) preferáltam, de már szemezek
egy használatból kivont konyhai szagelszívóval. Herefagyasztónak
fogom hívni, ha elkészült a felturbózott mikro klíma.
Mint
korábban is oly sok szokszor, kisebb-nagyobb alkatrészekkel
a conrad.hu webáruház
támogatta írásunkat, köszönjük.
Újrahasznosítva: Nyomtató 2.
2014.08.13. 05:00 | Tákolmányi3 KOMMENT
Folytatva az első
részben csak
finoman, tudományosan előremutató rombolást, megkezdjük a
multifunkciós irodai nyomtató levetkőztetését. Nem öncélú
pusztítás a cél, hanem egy minőségi őskövület
tanulmányozása, majd újrahasznosítani a bőségesen kinyert
alkatrészeket.

Térjünk
rá bontótesztünk konkrét alanyára, a 2001. évben debütált HP
Officejet V45 "mindent bele" komplex készülékre.
Telefax, nyomtató, scanner, másoló és telefon szolgáltatásokat
nyújt hálózati támogatással egyetemben. Windows7-hez tölthető
hivatalos driver és széles körben találunk hozzá tintapatront
is, azaz máig használatos berendezés.

Pillantás
a mélybe, ahol a papírtovábbító motor lakik. Nem annyira
brutális erejű, mint a nyomtatófejet mozgató, itt az áttételek
adják a forgatónyomatékot. Precíznek kell lennie, hiszem a
függőleges felbontás (600 dpi) finomságával kell a fej alá
tolnia a papírt, akár a nehezebb kartonokat is. Van egy gyorsított
fokozata, mikor a papírt behúzza és kidobja. Ezt egy mechanikus
áttétel-váltó valósítja meg.

Ami
kendőzetlen meztelenségében így fest. De ez csak a papírtálcához
tartozó blokk, a telefax-scanner egységnek is van külön
továbbítómechanikája...

...ami
szintén gazdag alkatrészbázissal büszkélkedhet. Szkennelésnél
még fontosabb a papírvezetés, hiszen többféle
vastagságú-minőségű anyaggal dolgozunk, szemben a nyomtatással.
Olyan pontosan kell visszaadni minden pixelt, mint egy síkágyas,
mozdulatlan alapanyaggal dolgozó asztali szkennernél.

A
nyomtatást végző szerkezet lelke egy erős tengely, melyen a
bordás szíj által mozgatott fej csúszik. A forgatómotor erős
és precíz, amire szükség is van, hiszen minimum 0.04 mm
pontossággal kell pozicionálnia a nyomtatófejet. Javítsanak ki,
ha tévedek, de szerintem a szíj felett feszülő műanyag szalag
egy lineáris potenciométer, melynek leolvasásával állapítja
meg a nyomtatófej pillanatnyi helyzetét. Legalábbis a logika ezt
diktálja.

Hátulról
látjuk az elektronikát, hangszórót, papírkidobó tengelyt és
motort tartó vázat. Alatta pedig kiterített Lakáskultúra
magazinokat, hogy ne tintázzon össze mindent. Baloldalt lent egy
fekete doboz, melybe szükség esetén beletörli fúvókáit a
nyomtatófej.

Ő
az.Általam nem ismert, de bizonyára fontos okból az oldalán
található elektromotor egy léptető motor, mely drága és
pontos. Kapcsaira adott Impulzusonként fordul el megadott szögben.
Külön tekercset tartalmaz az álló motor tengelyének
rögzítésére, hogy a visszaható erők ne csavargassák
össze-vissza. Kifinomult és nem kifinomult CNC gépekben is
használják a trapézmenetes tengely forgatására, ezzel valósítva
meg az egyenes vonalú mozgatását a megmunkáló eszközöknek.
Itt csak letörli a nyálat (festéket) a nyomtatófej arcáról.

Ismét
szemből, de már teljesen lehámoztam a műanyag borítást.
Látszik, hogy stabil alapokra építették. A Másik nyomtatóban
(lásd első részt) szinte csak a csúszótengely volt fémből.
Mindkét printernél a fej egy hajlításra igen tartós
szalagkábellel csatlakozik a vezérlőpanelhez.

Itt
már eltávolítottam a zavaró alkatrészeket, csak a puszta váz
maradt. Kalapáccsal kicsit meglapogatva 0.7-es fémlemezt, stabil
alapot képez a ráépítendő X-tengelynek. Biztató kezdetnek
tűnik, de végül alacsonynak bizonyult a híd magassága, így
inkább aluprofillal és egy amatőr, de stabil fakockával
váltottam ki alját és oldalát. A munkadarabot is magával cipelő
Z-tengely két emberes méretű fióksínre épül. Nem vagyok
büszke a megoldásra, de bemutató célra megfelel.Van annyira
finom a járása, hogy egy másik nyomtatófej-mechanika oda-vissza
vonszolja. Precíz, terhelés alatti munkára nem alkalmas, otthon
ne próbálják ki.

A
primitív váz mindent tartalmaz, ami egy leendő automata
Nikecell-betűvágó mechanikájához szükséges, miután
elfordítottam a felső hidat. Itt nincsenek nagy erők, a
vágószálnak (megfelelő izzás mellett) kicsi a
súrlódása.
Hogyan működne ez a daraboló? A kivágómintát felbontjuk XY-koordinátákra. Egy nullpontból indulva a fejek ezen helyértékek különbségeivel mozdulnak el. Pl. egy vízszintes vonalat a 0,0 > 0,200 vektorral írjuk le. Ekkor a tervrajzban szereplő távolságból átszámított fordulatot tesz a motor és annyival vonszolja odébb.
Vigyázat, spoiler! A vágóberendezés modell makettjét már elkészítettem egyetlen darab DVD-olvasóból, apró méretben. Természetesen írva lesz róla.
Hogyan működne ez a daraboló? A kivágómintát felbontjuk XY-koordinátákra. Egy nullpontból indulva a fejek ezen helyértékek különbségeivel mozdulnak el. Pl. egy vízszintes vonalat a 0,0 > 0,200 vektorral írjuk le. Ekkor a tervrajzban szereplő távolságból átszámított fordulatot tesz a motor és annyival vonszolja odébb.
Vigyázat, spoiler! A vágóberendezés modell makettjét már elkészítettem egyetlen darab DVD-olvasóból, apró méretben. Természetesen írva lesz róla.

Végül
egy kis galéria az elektronikáról és a szkennert is tartalmazó,
felhajtható kezelőpanelről. Sokat nem lehet mondani róla. Nagyon
integrált, nagyon nagyon apró alkatrészekből áll, ezért
nem igazán tudjuk felhasználni részeit. A nyomógombok,
LCD-panel, kondenzátorok, papírtovábbító görgők-fogaskerekek,
tengelyek és esetleg a scanner LED-sor hasznosítható.








Itt
pedig vadásznyelven valószínűleg terítéknek nevezett
alkatrészhalom következik Bár a kitermelt komponensek
alapadatait (méret, fogak száma, fordulatszám és a többi)
készen kapjuk, de biztosak lehetünk azok minőségében és
örülhetünk bőségüknek.

Az
alkatrészek vissza-visszaköszönnek majd a modellezés és
robotika témában készült posztokból. A két részes írás
mégis inkább arra szeretne rávilágítani, hogy ha érzünk
magunkban némi modellező vagy mikrogépész hajlamot, egyetlen
elektromotoron megtérülhet egy selejt berendezés szétbontása.
Újrahasznosítva: Nyomtató
2014.07.30. 05:00 | Tákolmányi3 KOMMENT
Nem igaz, hogy régen minden
jobb volt. Alkatrészvadász szempontból semmiképp. Régen egy
minőségi nyomtató fél-egyhavi átlagfizetésbe került, olcsó
tömegcikket pedig egyszerűen nem lehetett kapni. Hogy ma is
használhatunk (ha találunk hozzá illesztőszoftvert) 25 éves
lézerprintert, az a nagyobb példányszámú irodai felhasználás
miatt magas fémtartalom (megemelt árat generálva) és a kevésbé
integrált, hőt jobban elviselő elektronika miatt van.
CNC
vezérlés
cnc makett Arduino panel-kísérlethez
Szétszedtem
másfél nyomtatót és a marokszámra kitermelt értékes alkatrész
mellett jutott a mechanikából arra is, hogy működő CNC
NYÁK-fúrógép modellt készítsek, csak Önöknek. Később
jelentkező mikrokontroller sorozatunk egyik állomása lesz
vezérlőelektronikával felszerszámozni a puszta elektromechanikus
vázat.
Az
illusztrációk a bontás menetét dokumentálják, teljes
felbontásban ebben a galériában láthatják
őket. Magáról a tintasugaras nyomtatás elvéről pedig itt
olvashatnak.

Még
az említett másfél nyomtató is túlzás, hiszen a HP
Officejet adta
a kibontott alkatrészek 80%-át, míg a Másik*-ból
mindössze a fejmozgató mechanika és két motor bizonyult
használhatónak, a többi műanyag hulladékként végezte.
Igazságtalan lenne teljesen leírni a Másik-at
hiszen árkategóriájára jellemző, hogy újonnan kevesebbe kerül,
mint később az első tele nyomtatópatron. Tehát mindenki számára
elérhetővé teszi az otthoni nyomtatást. Más kérdés, hogy több
éves használata annyi költséggel jár, mint egy színes
lézernyomtatóé. A géppel vásárolt első patron csak "bemutató"
mennyiséget, talán harmadnyira töltött tintát
tartalmaz.
*Másik:Természetesen nem ez a printer márkája, azonban tágra nyílt szívcsakrával nem akarom alázni gyártóját.
*Másik:Természetesen nem ez a printer márkája, azonban tágra nyílt szívcsakrával nem akarom alázni gyártóját.

A
mai nyomtatóknál utántöltésnél nem elég tintát tölteni
bele, hackelni is kell legtöbbjüket. Patronjukba tinta-szintmérő,
a nyomtató rendszerszoftverébe pedig oldalszámláló van építve.
És ha elérte a megadott példányszámot, egyszerűen megtagadja a
nyomtatást, bár nem ürült ki teljesen. A házilagos - injekciós
- töltögetésnél fennáll a fej megsérülésének vagy a fúvókák
dugulásának veszélye. 70 µm körüli lyukakat nem tudunk
varrótűvel kitisztítani. Takarékos arany középút utángyártott
tonert vásárolni, bár ez is garanciavesztéssel jár.

A
tintasugarasok sem régen, sem ma nem bizonyultak takarékos és
hosszú életű berendezéseknek, nem is ajánlom őket a
fotónyomtatáson kívül otthoni használatra, ugyanis ritkásabb
használat mellett előbb-utóbb beszáradnak. Viszont addig is
elcsorgatják fejtisztításra a drága festék egy részét. Ezzel
szemben a lézert 5 év után bekapcsolva, mindössze "Rég
láttalak, Kedves gazdám!" felkiáltással megkeveri egyszer a
festéket, majd nyomtat. Megtörtént eset, oka a szárazon tartott
toner időtállósága.

Hogy
miért jobb most, mint régen? Például mert az egykor aranyárban
mért irodai-elektronikai berendezésekhez igazán méltányos áron
juthatunk hozzá, vagy mert vasárban kukázhatunk ki Vörös Csepel
esztergákat. Januárban véletlenül bukkantam a három darab
tintasugaras nyomtatót 3000,- Ft + postaköltségért áruló
hirdetésre.
Pont
akkoriban készült CNC-marógépes
riportunk és
eltűnődtem, próbáljam-e utánozni a Mestert egy automata
NYÁK-fúró erejéig. Ha a nyomtató-mechanika nem is annyira
terhelhető, de legalább igen pontos - gondoltam. Már a
legszerényebb nyomtató is 600 dpi (dot per inch = képpont per
2.54 cm) felbontást tud, ami 4 századmilliméteres tűrést
jelent. Több, mint elég.

Másrészt
egyetlen elektromotor kerül újan ennyibe. Ismerjük a
nyomtatómotorokat, ha nem is egy "Mint mikor a cséplőgép
leszakítja a karodat" érzés próbálgatni erejüket, de
azért van húzásuk, főleg a papírtovábbító egységnek. Erős
és pontos mechanika, vázzal egyetemben, ennyi pénzért ajándék.
A fenti képen kettőt is láthatunk a négy egyenáramú motorból
(ebből kettő léptetőmotor) egy elektromos fékkel egyetemben.

Az
eladó gondosan eltávolította a nyomtatópatronokat, azonban a
tisztítószivacsból kifolyó tinta a gondos postai kezelés
során össze-vissza forgatott, dobált nyomtatónak egyenletesen
beszínezte külsejét. Fura, hogy miért nem a belsejét, de ennek
örülök és nem teszek fel további kérdéseket. Szerencsére
külön-külön lefóliázva érkeztek a nyomtatók. Ez a motoros,
dobozszerű szerkezet a fejtisztító. Mozgalmas élete nyomán a
patronok rengeteg tintakönnyet ejtettek bele:

Felmerül
bennünk törvényszerűen, hogy használhatnánk az elektronikát
is, hiszen a motorvezérlés, szervóerősítők és a nyomtatóleíró
nyelvekből fordító elektronika megtalálható a paneljein. Hiú
ábránd két okból. Valahogy vissza kellene fejtenünk a kapcsolás
működését, hogy egy CNC-vezérlő programmal együttműködjön.
Másrészt ezek a kvázi mikroszámítógépek olyan mértékben
integrálják az összes vezérlést, hogy lényegében egyetlen
chip szétválaszthatatlanul vezérel 3-4 fő funkciót. Gyakorlati
akadály pedig a miniatűr (SMD = gépi beültetésű) alkatrészek
és vezetékek emberi kéznek túl sűrűn ültetett
kivitele.
Használható elektronikaként pusztán a tápegység, nyomógombok, néhány kondenzátor, az LCD-kijelző és LED-ek maradnak. Ez is komoly értéket képvisel, azonban konkrétan a síkba terített kétdimenziós mozgáspályák vezérlését - pedig benne van valahol - nem tudjuk kimazsolázni a nyomtatóelektronikából. Legfeljebb a nagyon menők.
Használható elektronikaként pusztán a tápegység, nyomógombok, néhány kondenzátor, az LCD-kijelző és LED-ek maradnak. Ez is komoly értéket képvisel, azonban konkrétan a síkba terített kétdimenziós mozgáspályák vezérlését - pedig benne van valahol - nem tudjuk kimazsolázni a nyomtatóelektronikából. Legfeljebb a nagyon menők.

Azt
hiszem, ennyi elég is mára a posztból, mert beszárad szemünk
olvasás közben, mint tintapatron a takarékos gazda
portáján. Legközelebb a kinyert alkatrészek és váz éltetésével
fejezem be bontási naplómat.
Nincsenek megjegyzések:
Megjegyzés küldése