Csináld
magad
Bútorkárpitozás házilagosan 1. rész
Otthonunk
berendezési tárgyai között fontos szerepet töltenek be a
kárpitozott bútordarabok. A székek, fotelok, lábzsámolyok,
fekhelyek mindennapos kényelmünket szolgálják, kárpitozásuk
pedig jelentősen befolyásolja otthonunk összképét, hangulatát.
A kárpitozás módja, a huzatok anyaga, mintázata és színe
mellett azonban az állapotuk is meghatározó.
 Az
állandó és sokszor nem is túl kíméletes használat még a
legkiválóbb huzatanyagokat is kopottá teszi, a napsugarak és a
por meg elfakítják a színűket. A változás viszonylag lassú,
eleinte észre sem vesszük, csak évek múlva döbbenünk rá, hogy
mennyire fakó, kopott a kárpitanyag, formátlanok már a párnázatok
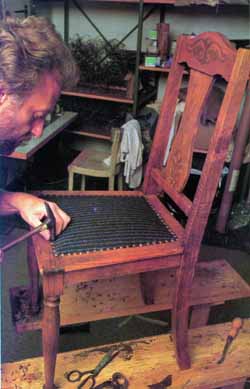
(1). Nos, ilyenkor jött el a kárpitcsere ideje. A várható kiadás
többnyire szép summa, a munka pedig sok piszokkal jár, de vannak
előnyei is. Ilyenkor ugyanis mód adódik némi fazonigazításra, a
párnázat cseréjére, az eltérő kárpitanyagú darabokat meg
könnyűszerrel "egyenruhába" bujtathatjuk (2).
Az
állandó és sokszor nem is túl kíméletes használat még a
legkiválóbb huzatanyagokat is kopottá teszi, a napsugarak és a
por meg elfakítják a színűket. A változás viszonylag lassú,
eleinte észre sem vesszük, csak évek múlva döbbenünk rá, hogy
mennyire fakó, kopott a kárpitanyag, formátlanok már a párnázatok
(1). Nos, ilyenkor jött el a kárpitcsere ideje. A várható kiadás
többnyire szép summa, a munka pedig sok piszokkal jár, de vannak
előnyei is. Ilyenkor ugyanis mód adódik némi fazonigazításra, a
párnázat cseréjére, az eltérő kárpitanyagú darabokat meg
könnyűszerrel "egyenruhába" bujtathatjuk (2).Azt pedig, hogy a munkát kárpitosra bízzuk, vagy saját kezűleg végezzük el (3), elsősorban a pénztárcánk, vállalkozó kedvünk és a kárpitcsere munkaigényessége alapján dönthetjük el. Köztudott, hogy a legegyszerűbb szakipari munka is sokba kerül, ráadásul a bútorszövetek sem túl olcsók, ezért nem nehéz kiszámolni, hogy az áthúzás sokszor majdnem fele annyiba kerül, mint egy közepes minőségű új garnitúra megvásárlása. A költségek azonban sokkal elviselhetőbbek, ha a munkát magunk végezzük el. Ismervén a közepes árszintű, többnyire lágy habanyagokkal párnázott és egyszerű módon kárpitozott bútorokat, erre meg is van minden esélyünk, még a sima felületű, egyszerűbb, telekárpitozott darabok esetében is. Közben adódhatnak ugyan neuralgikus helyzetek, ám ezeken kellő figyelemmel túl lehet jutni.
"Felderítés"
Ha valaki
eddig nem vette jobban szemügyre kárpitozott bútordarabjait, akkor
most bizonyára alaposan meg fog velük ismerkedni. Ezt még akkor is
érdemes megtennünk, ha a kárpitozást más fogja elvégezni.
Alaposan vizsgáljuk meg a párnázatukat, huzatuk szabását,
tűzéseiket. E nélkül ugyanis még a szükséges bevonóanyag
mennyiségét sem könnyű meghatároznunk. Az eredeti szövet
szabását, szövésirányát az egyes felületeken mindenképpen
jegyezzük meg, és minden szegésnél számoljunk 2-3 cm széles
ráhagyással. A párnázat alaki deformálódását, kiültségét,
teknősödését se hagyjuk figyelmen kívül, bár ennek okára most
még legfeljebb csak tippjeink lehetnek. A párnázatok hátoldali,
illetve alsó fedőanyagának az épsége és lerögzítésének
módjai se kerüljék el a figyelmünket, mert pl. a leszegezett,
letűzött vászonfedések szélét elég nehéz az anyag sérülései
nélkül felfejtenünk, majd újból visszaszegeznünk. Az
elvékonyodott, beszakadt anyag helyett ezért célszerűbb majd új
vásznat használni. A lemért huzatdarabokat ezt követően a
szövésirányuk figyelembevételével próbáljuk úgy összerakni,
hogy egy 135-140 cm szélességű anyagon, kiszabáskor majd minél
kevesebb leeső maradék keletkezzen. A másodrendű, ún. takart
felületekhez való bevonóanyagok szükséges mennyiségét is
hasonlóan határozzuk meg, de itt még takarékoskodhatunk is, mert
a nagyobb, sérült szélű darabokat a kisebb felületek befedésére
még felhasználhatjuk. Az ilyen vizsgálatokat körültekintően és
esetleg még kíméletes előbontásokat is alkalmazva végezzük el,
de ne olyan kíméletlen vehemenciával, mint Márkus László
emlékezetes, "Mi került ezen a fotelon hétezer forintba?"
című kabaré-monológjában. Erre nincs is szükség, mert az egyes
kárpitos elemek többnyire csavarral (4), vagy más oldható módon,
pl. csapos hüvelyekkel kapcsolódnak egymáshoz, felesleges tehát
drasztikus feszegetésekkel meggyengítenünk például állvány-,
vagy tartószerkezetük szilárdságát, inkább az oldható kötések
helyét takaró alsó vászonfedéseket bontsuk fel óvatosan.
 Kárpitozott
bútorok szerkezeti részei
Kárpitozott
bútorok szerkezeti részei
Bár e
bútordaraboknak más és más az egyedi felépítésük, mégis
funkciójuk szerint azonos szerkezeti elemek alkotják mindegyiküket.
A felújító jellegű munkáknál soha nem tudni, hogy milyen
rejtetten megbúvó hibát fedezünk fel a megbontásuk után, ezért
nem árt, ha ismerjük e részegységek feladatát és felépítésükről
is van némi fogalmunk. Lássuk tehát, hogy milyen részekből
állnak a kárpitozott bútordarabok.
A kárpitos bútordaraboknak a szilárságát az állvány biztosítja, szerepe ezenfelül alak-meghatározó is. Többnyire fából, különféle lapanyagokból, ritkán pedig fémből készült, mint pl. a csővázas bútoroknál. Esetenként a párnázat teljesen eltakarja, máskor megfigyelhetők bizonyos igényesen kidolgozott részei, sőt az sem ritka, hogy szinte az egész állványzat ilyen formában látható, pl. székek, nyitott fotelek (5) és ágyak esetében.
A tartószerkezet tulajdonképpen szerves része az állványzatnak, sőt nem ritkán maga az állvány olyan kialakítású, hogy az a rugózatot és annak párnázott részét tartja. Fekvőbútoroknál azonban külön szerkezeti egységként kerülnek kialakításra. Ezek lehetnek farugók, lemezek, hullámrugók, lapított csavarrugók, és különféle textilhevederek. A rugós szerkezetek az ülő- és fekvőfelületek rugalmas alátámasztását szolgálják. Főként igényesebb kivitelű kárpitozott bútorokhoz használatosak, az igénytelenebb kivitelű kárpitozott bútordaraboknál a párnázatként is használatos habanyagok megvastagított kombinációjával helyettesítik.
A párnázat, és annak bevonata egyszerre szolgálja a rugózott és egyéb felületek kényelmesebbé tételét, továbbá a bútor formai sajátosságában is meghatározó szerepe van. Viszonylag egyszerű szerkezeti kialakítás mellett igen gazdag formázási lehetőséget biztosítanak a kárpitozott bútoroknak (6, 7, 8).
Kárpitcsere alkalmával nekünk lényegében csak a huzattal kellene foglakoznunk, azonban ilyenkor a használat során bekövetkezett kisebb nagyobb hibákat is ajánlatos lehetőségeinkhez mérten kijavítanunk, mert erre megfelelőbb alkalom nemigen adódik. Ezért nem árt, ha a leggyakoribb párnázó anyagokkal is megismerkedünk, hogy szükség esetén ne keresgéljünk vaktában. (Az adott hibák kijavításának lehetőségeire pedig majd a megfelelő munkafázisnál térünk ki részletesebben.)
A kárpitos bútordaraboknak a szilárságát az állvány biztosítja, szerepe ezenfelül alak-meghatározó is. Többnyire fából, különféle lapanyagokból, ritkán pedig fémből készült, mint pl. a csővázas bútoroknál. Esetenként a párnázat teljesen eltakarja, máskor megfigyelhetők bizonyos igényesen kidolgozott részei, sőt az sem ritka, hogy szinte az egész állványzat ilyen formában látható, pl. székek, nyitott fotelek (5) és ágyak esetében.
A tartószerkezet tulajdonképpen szerves része az állványzatnak, sőt nem ritkán maga az állvány olyan kialakítású, hogy az a rugózatot és annak párnázott részét tartja. Fekvőbútoroknál azonban külön szerkezeti egységként kerülnek kialakításra. Ezek lehetnek farugók, lemezek, hullámrugók, lapított csavarrugók, és különféle textilhevederek. A rugós szerkezetek az ülő- és fekvőfelületek rugalmas alátámasztását szolgálják. Főként igényesebb kivitelű kárpitozott bútorokhoz használatosak, az igénytelenebb kivitelű kárpitozott bútordaraboknál a párnázatként is használatos habanyagok megvastagított kombinációjával helyettesítik.
A párnázat, és annak bevonata egyszerre szolgálja a rugózott és egyéb felületek kényelmesebbé tételét, továbbá a bútor formai sajátosságában is meghatározó szerepe van. Viszonylag egyszerű szerkezeti kialakítás mellett igen gazdag formázási lehetőséget biztosítanak a kárpitozott bútoroknak (6, 7, 8).
Kárpitcsere alkalmával nekünk lényegében csak a huzattal kellene foglakoznunk, azonban ilyenkor a használat során bekövetkezett kisebb nagyobb hibákat is ajánlatos lehetőségeinkhez mérten kijavítanunk, mert erre megfelelőbb alkalom nemigen adódik. Ezért nem árt, ha a leggyakoribb párnázó anyagokkal is megismerkedünk, hogy szükség esetén ne keresgéljünk vaktában. (Az adott hibák kijavításának lehetőségeire pedig majd a megfelelő munkafázisnál térünk ki részletesebben.)
 Párnázó-
és bevonóanyagok
Párnázó-
és bevonóanyagok
Hosszú időn
keresztül főként növényi eredetű szálasanyagok szolgáltak a
párnázott részek kialakítására, ma már erre főként a
különféle sűrűségű hablemezeket használják. Kárpitcsere
alkalmával ugyan elvileg nem sok dolgunk akadhat a
párnázóanyagokkal, a gyakorlat azonban esetenként ennek
ellentmond. A hablemezek sajnos nem örök életűek, és ha már a
bevonóanyagot lebontjuk róluk, a porló, erősen málló habok
cseréje is megoldható. A habanyagok tulajdonságai eltérők, és
az összetevőik adagolási arányával szabályozhatók. Céljainkra
a lágyabb és rugalmasabb poliészter típusú, homogén Poran-A
habanyagok a megfelelők. A habanyagokat mindenkor a terhelési mód
és annak mértéke alapján kell kiválasztani. Pótlásoknál
azonban mérvadó a párnázó hab színe is, amely egyben a műszaki
jellemzőire is utal. Ha tehát a hab színe alapján választjuk ki
a javításra szánt habot, akkor aligha tévedhetünk, az eredeti
terhelésnek megfelelő habanyag kerül majd a tönkrement helyébe.
A homogén habok főként felsőpárnázati anyagként kerülnek
beépítésre (9). Alappárnázati anyagként viszont a heterogén
poliuretán habok használatosak, amelyek habhulladékokból,
kötőanyaggal történő tömbösítéssel készülnek. Ez látható
is az ilyen habtáblák felületén, és benyomódási keménységük
is nagyobb a lágy habokénál. Az alappárnázatokon kívül több
rétegű párnázatok közbenső anyagaként is jól használhatók.
Ezek ismerete, pl. a párnázat esetleges korrekciójához,
átformálásához nagyon hasznos.
A párnázással szemben támasztott követelmények közül a legfontosabb talán a rugalmasság, továbbá az állvány- és tartószerkezetek átérződésének megakadályozása. E célra kiválóan alkalmasak a különféle vastagságú vatta-, műszálvatta-paplanok és a szálbundák. Ez utóbbiak általában 2-6 mm vastagságúak. Alkalmazásukkal a párnázatok felületét puhábbá és rugalmasabbá tehetjük (10, 11).
Konkrét munkánkhoz a bevonóanyagok általános ismerete legalább ilyen fontos, hiszen funkciójuk szerint más és más textíliák szükségesek a kárpitozáshoz.
Bélésanyagra a korszerű habpárnázásoknál lehet szükségünk, ahol a párnázat és a szövet tapadását szeretnénk csökkenteni. Szövetpótlót pedig olyan felületeken indokolt alkalmazni, ahol az értékesebb bútorkárpitokat olcsóbb bevonóanyaggal kell helyettesítenünk, pl. forgatható, vagy kivehető párnákkal takart felületeken. A bútorkárpitok a látható felületek fedőanyagai, míg az eltisztázó szövetek a kész kárpitbetétek (keretek kávák) alsó felének és fal felőli oldalának a fedésére valók, ún. spanvászonként ismert anyagok.
 A
bevonóanyagokat azonban az igénybevételüktől függően többféle
célra is felhasználhatjuk, ha anyaguk, szövésmódjuk erre
lehetőséget ad. Ilyenkor a látható, illetve nem látható
felületek szerint válasszuk ki a megfelelő textíliát.
A
bevonóanyagokat azonban az igénybevételüktől függően többféle
célra is felhasználhatjuk, ha anyaguk, szövésmódjuk erre
lehetőséget ad. Ilyenkor a látható, illetve nem látható
felületek szerint válasszuk ki a megfelelő textíliát.
Újra kárpitozásnál mindig kulcskérdés a bútorszövet kiválasztása. A szín és minta a kelméknek talán a legszembetűnőbb jellemzője, ám legalább ilyen fontos az anyaguk és a tapintásuk is. A készítés módja sem mellékes, hiszen a nyüstös gépeken készült szövetek egyszerűbb szerkezetűek, és mintájukra is ez jellemző. A Jacquard-gépeken szőttek pedig bonyolult és igényes mintázatúak. Mindkét szövettípus tartós, de tapintásra meglehetősen eltérőek. Külön meg kell említeni a bársonyanyagokat. Ezek eredetileg vastagabb, legalább három fonalrendszerrel készülő ún. kettős szövetek, amelyet a szövés utolsó fázisában a két szövetpálya között szalagkés vág ketté. Tartóssága a flórszálak kötésmódjától és hátoldali kezelésétől (aprettúrájától) függ.
Tartósság szempontjából a vastagabb szövetek a jobbak, ám ezek nem mindegyike felel meg pl. a mélytűzött párnázatokhoz. Ezekhez megfelelőbbek a közepes, vagy vékony sávoly-, vagy atlaszkötésű szövetek. Erős igénybevétel esetén is tartósak a nyüstös-, Jacquard-, gobelin- damaszt-, epinglé-, bársony- (plüss-) és kötött hordozójú anyagok. Amikor tehát szövetet választunk, akkor inkább a kárpitozás módjához megfelelőbbek közül kell választanunk. Az egyszerűbb, sima felületű, telekárpitozott daraboknál azonban még ezt sem kell túlságosan figyelembe vennünk, mivel ezeken csak sarokvarrásokat, és legfeljebb élszegéseket kell készítenünk. Sokkal inkább lényeges a kiválasztott anyag szövött és színes mintázata. A bútordarabok különféle felületein ugyanis a minták futásának azonosnak kell lenniük. Ez nagyobb minták esetében jelentősen befolyásolhatja a bevonáshoz szükséges kárpitanyag mennyiségét. Az általános elveket figyelembe véve a jellemző szövettípusokra érvényes mintaillesztési előírásokat a táblázat mutatja. A kárpit kiválasztásánál azt sem árt figyelembe venni, hogy a felülete könnyen tisztítható legyen, mert pl. a plüss és bársony anyagok fokozottan por érzékenyek, nehezen tisztíthatók magán a bútoron.
A párnázással szemben támasztott követelmények közül a legfontosabb talán a rugalmasság, továbbá az állvány- és tartószerkezetek átérződésének megakadályozása. E célra kiválóan alkalmasak a különféle vastagságú vatta-, műszálvatta-paplanok és a szálbundák. Ez utóbbiak általában 2-6 mm vastagságúak. Alkalmazásukkal a párnázatok felületét puhábbá és rugalmasabbá tehetjük (10, 11).
Konkrét munkánkhoz a bevonóanyagok általános ismerete legalább ilyen fontos, hiszen funkciójuk szerint más és más textíliák szükségesek a kárpitozáshoz.
Bélésanyagra a korszerű habpárnázásoknál lehet szükségünk, ahol a párnázat és a szövet tapadását szeretnénk csökkenteni. Szövetpótlót pedig olyan felületeken indokolt alkalmazni, ahol az értékesebb bútorkárpitokat olcsóbb bevonóanyaggal kell helyettesítenünk, pl. forgatható, vagy kivehető párnákkal takart felületeken. A bútorkárpitok a látható felületek fedőanyagai, míg az eltisztázó szövetek a kész kárpitbetétek (keretek kávák) alsó felének és fal felőli oldalának a fedésére valók, ún. spanvászonként ismert anyagok.
A
bevonóanyagokat azonban az igénybevételüktől függően többféle
célra is felhasználhatjuk, ha anyaguk, szövésmódjuk erre
lehetőséget ad. Ilyenkor a látható, illetve nem látható
felületek szerint válasszuk ki a megfelelő textíliát.Újra kárpitozásnál mindig kulcskérdés a bútorszövet kiválasztása. A szín és minta a kelméknek talán a legszembetűnőbb jellemzője, ám legalább ilyen fontos az anyaguk és a tapintásuk is. A készítés módja sem mellékes, hiszen a nyüstös gépeken készült szövetek egyszerűbb szerkezetűek, és mintájukra is ez jellemző. A Jacquard-gépeken szőttek pedig bonyolult és igényes mintázatúak. Mindkét szövettípus tartós, de tapintásra meglehetősen eltérőek. Külön meg kell említeni a bársonyanyagokat. Ezek eredetileg vastagabb, legalább három fonalrendszerrel készülő ún. kettős szövetek, amelyet a szövés utolsó fázisában a két szövetpálya között szalagkés vág ketté. Tartóssága a flórszálak kötésmódjától és hátoldali kezelésétől (aprettúrájától) függ.
Tartósság szempontjából a vastagabb szövetek a jobbak, ám ezek nem mindegyike felel meg pl. a mélytűzött párnázatokhoz. Ezekhez megfelelőbbek a közepes, vagy vékony sávoly-, vagy atlaszkötésű szövetek. Erős igénybevétel esetén is tartósak a nyüstös-, Jacquard-, gobelin- damaszt-, epinglé-, bársony- (plüss-) és kötött hordozójú anyagok. Amikor tehát szövetet választunk, akkor inkább a kárpitozás módjához megfelelőbbek közül kell választanunk. Az egyszerűbb, sima felületű, telekárpitozott daraboknál azonban még ezt sem kell túlságosan figyelembe vennünk, mivel ezeken csak sarokvarrásokat, és legfeljebb élszegéseket kell készítenünk. Sokkal inkább lényeges a kiválasztott anyag szövött és színes mintázata. A bútordarabok különféle felületein ugyanis a minták futásának azonosnak kell lenniük. Ez nagyobb minták esetében jelentősen befolyásolhatja a bevonáshoz szükséges kárpitanyag mennyiségét. Az általános elveket figyelembe véve a jellemző szövettípusokra érvényes mintaillesztési előírásokat a táblázat mutatja. A kárpit kiválasztásánál azt sem árt figyelembe venni, hogy a felülete könnyen tisztítható legyen, mert pl. a plüss és bársony anyagok fokozottan por érzékenyek, nehezen tisztíthatók magán a bútoron.
 Kárpitozás
szerszámai, kellékek
Kárpitozás
szerszámai, kellékek
A házilag
kivitelezett kárpitcserékhez nem szükségesek különleges
szerszámok. A régi kárpit lefejtéséhez és az új anyag
felerősítéséhez félkezes kis- és nagykalapács, szeghúzó,
lapos-, vagy kombináltfogó, csípő- és harapófogó, a
kárpitanyagok kiszabásához egy jó éles olló, amely a vastagabb
szövetek vágására is alkalmas, cserélhető pengéjű, marokkés,
vagy snitzer is elégséges. A kiemelt fontosságú kézi varrásokhoz
közepes nagyságú görbe-, és egyenes, kör keresztmetszetű
kárpitostűk, az esetleges mélytűzésekhez és gombozásokhoz
varróár, az élek varrás közbeni beigazításához pedig
igazítótű, vagy hegyesre köszörült kötőtű is megfelel. A
kárpitdarabok ideiglenes rögzítését kitűzőtűkkel, vagy
nagyobb gombostűkel oldhatjuk meg. Nagy segítség, ha van egy jó
tűzőgépünk, és az is nagy előny, ha az egyes kárpitdarabok
összevarrását varrógéppel végezhetjük el. Ez ugyan nem
feltétlenül szükséges, de könnyebbé és főleg gyorsabbá teszi
az új huzatok elkészítését.
A varráshoz a szokásosnál erősebb cérnákra, varrófonalakra, esetenként pedig új kárpitos-hevederekre, habanyagokra is szükségünk lesz. Mindezeket az eszközöket, anyagokat kárpitos segédanyagokat is árusító üzletekben szerezhetjük be.
A varráshoz a szokásosnál erősebb cérnákra, varrófonalakra, esetenként pedig új kárpitos-hevederekre, habanyagokra is szükségünk lesz. Mindezeket az eszközöket, anyagokat kárpitos segédanyagokat is árusító üzletekben szerezhetjük be.
Régi kárpitanyagok lebontása
A munkát
ajánlatos előre megszervezni. Előbb az egyszerű darabok
kerüljenek sorra, mert ezeken hamar begyakorolhatjuk az alapvető
munkafogásokat. Ez lehet pl. egyszerű szék, sima huzattal bevont
heverő, vagy kis ülőke, lábzsámoly. A bonyolultabb kárpitozású
bútordarabokat, mint pl. a telekárpitozott fotelokat, kanapékat és
fekhelyeket hagyjuk legutoljára. Azt is vizsgáljuk meg, hogy a
párnázat, vagy tartószerkezet hibátlan-e, az észlelt hibákat
pedig mi okozza. A kijavításukhoz szükséges anyagot, pl. habot,
hevedert, vattapaplant viszont csak akkor vásároljuk meg, ha már
biztosan tudjuk az okát, és fel tudjuk mérni a kijavításához
szükséges anyagot és mennyiségét is. Az sem lényegtelen, hogy
az ilyen hibák kijavítása nem haladja-e meg a tudásunkat,
lehetőségeinket. Feltehetően nagyon hiányos ismereteinket a
szakkönyvekből is kiegészíthetjük, de nem árt, ha a
találékonyságunkat is hagyjuk érvényesülni. A hibás részek
kijavításához mintát pedig a bútordarab még ép, azonos
kialakítású részeiről vehetünk.
 Tartószerkezeti
hibajavítások
Tartószerkezeti
hibajavítások
Mint azt már
említettük, előbb a legegyszerűbb kárpitozású darabokon
kezdjük el a munkát. A kopott szövetanyag lebontását megelőzően
állapítsuk meg, hogy a kárpitozott részek leszerelhetőek-e, vagy
sem. Székeknél ezt könnyen megállapíthatjuk, a foteleknél,
ágykanapéknál már alaposabban kell vizsgálódnunk, mert
esetenként a karfás oldalakat a vázhoz csavarok rögzítik,
amelyekhez viszont csak az alsó eltisztázó szövet lebontása után
férhetünk hozzá, pl. telekárpitozott foteloknál, ágykanapéknál.
Előbb tehát a leszerelhető kárpitozott darabokat vegyük le az
állványról.
Következő lépésben azt állapítsuk meg, hogy a kárpitanyagok miként vannak a tartókeretre erősítve. A szövetalj, azaz a huzat széle lehet a támlaalkatrészen felül-, a borított káván alul-, vagy a támlaalkatrészen oldalt lerögzített (12). Az anyagszélek kárpitos szegekkel, ipari tűzőgép-kapcsokkal, vagy díszszegekkel lerögzítettek (13). Eltávolításukhoz használjunk szeghúzót, vagy e célra átalakított, a lapja közepén befűrészelt nagyobb csavarhúzót, amelynek az elejét előzőleg egyik oldalán enyhén domborúra köszörültük. E szerszámmal nyúljunk a szegfejek és tűzőkapcsok alá, majd keményfaléc segítségével húzzuk ki mindegyiket (14). Amelyiknek pedig megszakadt a szára, azt csípőfogóval távolítsuk el. Ha elég erős a szövet, ennek erőteljes felrántásával is megkísérelhetjük a szegek, kapcsok gyors kihúzását. Az így lefejtett bútorszövetdarabokat azonban még ne dobjuk el, mert a szabásminták elkészítéséhez, illetve a szabáshoz szükségünk lesz minden darabjukra.
A szélek szabaddá tételével azonban még nem biztos, hogy a szövetet le is tudjuk húzni a darabról, mert előfordulhat, hogy a sarkokon, és a párnázatok kivarrt élein az egyes kárpitdarabok az élkiképzés anyagához vannak varrva. Ilyen esetekben e varratokat óvatosan, éles késsel metsszük át, és így fejtsük le egymás után a kárpitozás szövetdarabjait. Helyüket és a lerögzítés módját azonban jegyezzük meg, különben később problémáink lesznek az új huzat darabjainak a visszaerősítésével. Nem árt ilyen esetekben erről néhány vázlatot is készíteni. Több azonos darab esetében erre nincs szükség, mert a másik bútordarabot használhatjuk mintaként. Ha szövetpótló anyaghoz varrtak a kárpitanyag szélei, akkor esetenként egyben lehúzhatók a párnázatról, és majd így kell az új huzatot is kialakítanunk, ám az is lehet, hogy a szövetpótlót és a kárpit szegett szélét a felső párnázathoz is hozzáöltötték a levarráskor. Ez esetben óvatosan fejtsük fel a varratot, és így távolítsuk el a régi szövetet. A szövetpótlót is fejtsük le, majd ha még használható állapotban van, mossuk, vasaljuk ki.
Az osztott felületű részeket általában bevarrt szegélyek, esetleg zsinórok osztják fel, amelyeket varrózsinegek rögzítenek a tartószerkezethez, vagy az alappárnázathoz. Előbb ezeket a zsinórokat, majd a bevarrt szegélyt távolítsuk el, majd ezután a kárpitdarabokat is leemelhetjük a párnázatokról. A szegélyek, zsinórok levarrását jól jegyezzük meg, különben nehéz lesz az eredeti formát újból kialakítanunk.
Következő lépésben azt állapítsuk meg, hogy a kárpitanyagok miként vannak a tartókeretre erősítve. A szövetalj, azaz a huzat széle lehet a támlaalkatrészen felül-, a borított káván alul-, vagy a támlaalkatrészen oldalt lerögzített (12). Az anyagszélek kárpitos szegekkel, ipari tűzőgép-kapcsokkal, vagy díszszegekkel lerögzítettek (13). Eltávolításukhoz használjunk szeghúzót, vagy e célra átalakított, a lapja közepén befűrészelt nagyobb csavarhúzót, amelynek az elejét előzőleg egyik oldalán enyhén domborúra köszörültük. E szerszámmal nyúljunk a szegfejek és tűzőkapcsok alá, majd keményfaléc segítségével húzzuk ki mindegyiket (14). Amelyiknek pedig megszakadt a szára, azt csípőfogóval távolítsuk el. Ha elég erős a szövet, ennek erőteljes felrántásával is megkísérelhetjük a szegek, kapcsok gyors kihúzását. Az így lefejtett bútorszövetdarabokat azonban még ne dobjuk el, mert a szabásminták elkészítéséhez, illetve a szabáshoz szükségünk lesz minden darabjukra.
A szélek szabaddá tételével azonban még nem biztos, hogy a szövetet le is tudjuk húzni a darabról, mert előfordulhat, hogy a sarkokon, és a párnázatok kivarrt élein az egyes kárpitdarabok az élkiképzés anyagához vannak varrva. Ilyen esetekben e varratokat óvatosan, éles késsel metsszük át, és így fejtsük le egymás után a kárpitozás szövetdarabjait. Helyüket és a lerögzítés módját azonban jegyezzük meg, különben később problémáink lesznek az új huzat darabjainak a visszaerősítésével. Nem árt ilyen esetekben erről néhány vázlatot is készíteni. Több azonos darab esetében erre nincs szükség, mert a másik bútordarabot használhatjuk mintaként. Ha szövetpótló anyaghoz varrtak a kárpitanyag szélei, akkor esetenként egyben lehúzhatók a párnázatról, és majd így kell az új huzatot is kialakítanunk, ám az is lehet, hogy a szövetpótlót és a kárpit szegett szélét a felső párnázathoz is hozzáöltötték a levarráskor. Ez esetben óvatosan fejtsük fel a varratot, és így távolítsuk el a régi szövetet. A szövetpótlót is fejtsük le, majd ha még használható állapotban van, mossuk, vasaljuk ki.
Az osztott felületű részeket általában bevarrt szegélyek, esetleg zsinórok osztják fel, amelyeket varrózsinegek rögzítenek a tartószerkezethez, vagy az alappárnázathoz. Előbb ezeket a zsinórokat, majd a bevarrt szegélyt távolítsuk el, majd ezután a kárpitdarabokat is leemelhetjük a párnázatokról. A szegélyek, zsinórok levarrását jól jegyezzük meg, különben nehéz lesz az eredeti formát újból kialakítanunk.
Egyéb hibák javítása
Néhány
kárpitozott bútordarabon könnyű a főként párnázati,
esetenként pedig tartószerkezeti fogyatékosságokat észrevennünk,
máskor meg a hiba okára csak a kárpit megbontását követően
lelhetünk magyarázatot.
Amelyik bútordarabot nem fedi alul tisztázó szövet, azon gyorsan felfedezhetjük, hogy a textilhevederek közül néhány elszakadt, vagy anyaguk túlságosan megnyúlt, cserére szorul (15). Tisztázó szövet fedi a legtöbb ülő- és fekvőbútor alját, így a gyakorta kiteknősödést okozó, megnyúlt hullámrugók (16), párnázati deformációk csak a kárpit, sőt a bélésanyag lebontása után kerülnek a látóterünkbe. Más esetekben a rugózatot is helyettesítő hab-párnázat elöregedésére utalnak az alap-vászonborítás alján kitapintható, morzsalékkal feltöltődött hurkák, dudorok. Ezeket a habpárna felületéről lemorzsolódó anyag okozza, amely az így egyre lazábbá váló kárpitszövet alján gyűlik össze, sőt néha még a letűzések résein ki is hullik. Az sem ritka eset, hogy a sarkok, párnázott élkiképzések, fotelkarfa párnázatok is elmozdulnak a helyükről, ami ugyancsak formai torzulásokat okoz. Kijavításukra csak most, a kárpit teljes lebontása után kerülhet sor. A leggyakoribb, magunk által is kijavítható hibákra, íme néhány megoldás.
Egyszerű, alacsonykárpitozású székeknél előbb-utóbb bekövetkező hiba a vékony habpárna felületi "eróziója", azaz porlása. Ezt a habpárna kicserélésével orvosolhatjuk. Ám, mivel ezek többnyire a szélek felé elvékonyodóak, amit elég nehéz házilag hasonló formában megoldani, a bajon úgy is segíthetünk, hogy a porló felületet alaposan lekeféljük, és a habpárnát megfordítva, teljes felületén latexragasztóval bekenve erősítjük vissza az ülőlapra. A habpárnát pedig a további erős dörzsölő igénybevételtől a föléje feszített bélésvászonnal védhetjük meg.
A nagyon porló habpárnát azonban mindenképpen cseréljük ki új, 10 mm vastag habanyagból kiszabottra. A párnázat így a széleken kissé vastagabb lesz, mint eredetileg, de ezt a habanyag fölé terített, feszítve letűzött erős vászonnal és a kellő feszességgel lerögzített bútorszövettel csökkenthetjük (17). A vékonyabb, lágy habanyagok vágásához vastagságuktól függően éles ollót, a vastagabbakhoz pedig elektromos szeletelőkést használjunk.
Hasonló hibák a karfákon is előfordulhatnak, de a párnázó habanyag cseréjével ezeket is kiigazíthatjuk. Ha pedig az élkiképzések mozdultak volna el, ezeket kenderzsineggel átvarrva és a tartószerkezetre rögzítve igazítsuk ki (18).
A vastagabb habpárnákkal kialakított fotelüléseknél könnyebb a porló habpárna kicserélése, ám sok esetben a hullámrugókból álló tartószerkezet rugói is megnyúlhatnak. Ezek házilag nem javíthatók. Helyükbe célszerű erős, 70 mm széles polipropilén, vagy kenderhevederekből váltakozva átfűzött és a széleken kifeszítve, kétsorosan letűzve vagy leszegelve kialakított tartószerkezetet készítenünk. A hevedereket kétsorosan szegeljük le, kifeszítésükhöz pedig használjunk 5-6 mm-nyire kiálló, hegyes szeg végű lécdarabot. Az átszegezett léc végét akasszuk a másik oldalon leszegezett hevederbe közvetlenül a keret mellett, majd a lenyomásakor kifeszülő hevedert két sorban, sűrűn beütött kárpitos szegekkel rögzítsük a helyére. A szomszédos oldalon is szegezzük le a hevederszálakat, majd a már kifeszítetten leszegezett hevedereken váltakozva fűzzük át, és az előzőkhöz hasonlóan kifeszítve ezeket is szegezzük a tartókeretre. A habpárnát elektromos késsel szabjuk méretre, felületét mindenképpen érdemes vászonbéléssel is lefedni.
A rugózattal ellátott fekvőbútorokon, kanapékon a formatartás érdekében gyakran alkalmaznak élkiképzéseket. Ezek is elmozdulhatnak a helyükből, s bár az ágybetét rugalmasságát nem befolyásolják, ám formailag nagyon csúnya kidudorodásokat okozhatnak. Ez is viszonylag könnyen helyrehozható hiba, csak az elszabadult élkiképző anyagot kell átöltésekkel újból szilárdabbá tennünk, majd az élkerethez, illetve a tartószerkezethez rögzítenünk. Ennek módját a még ép sarkokról leshetjük le, és azok alapján szilárdítsuk meg formájukat és helyzetüket. Ha pedig a fekvő- és ülőfelületeket puhábbá is szeretnénk tenni, akkor terítsük be 10-20 mm vastagságban műszálas vattapaplannal, amelynek a széleit az élkiképzéshez öltve, vagy az alapkerethez tűzve rögzítsük (19). E lágy réteg fölé pedig csak abban az esetben szükséges bélésanyagot fektetnünk, ha egy darabban felfeszített anyagból varrjuk majd össze a szövetkárpitot.
Tölcsér-rugózattal ellátott ülő és fekvőbútoroknál a rugók előfeszítve vannak lekötve, elmozdulásukat is többnyire zsineges lekötések gátolják meg. Ha ezek közül néhány elszakad, a rugók kiállhatnak, a felső párnázat felülete pedig egyenetlen lesz. Az ilyen hibák kijavításához azonban már a kárpitos szaktudása kell, mi ne kísérletezzünk vele, mert csak tetézhetjük a bajt.
Az egyébként magától értetődő, hogy az állványszerkezetek, székvázak meglazult eresztékeit is meg kell erősítenünk, továbbá, hogy a látható felületek letisztítását, felújítását is most, de még az új kárpit felerősítése előtt kell megejtenünk, hiszen ennél kedvezőbb alkalmunk erre aligha lesz.
Folytatjuk!
Amelyik bútordarabot nem fedi alul tisztázó szövet, azon gyorsan felfedezhetjük, hogy a textilhevederek közül néhány elszakadt, vagy anyaguk túlságosan megnyúlt, cserére szorul (15). Tisztázó szövet fedi a legtöbb ülő- és fekvőbútor alját, így a gyakorta kiteknősödést okozó, megnyúlt hullámrugók (16), párnázati deformációk csak a kárpit, sőt a bélésanyag lebontása után kerülnek a látóterünkbe. Más esetekben a rugózatot is helyettesítő hab-párnázat elöregedésére utalnak az alap-vászonborítás alján kitapintható, morzsalékkal feltöltődött hurkák, dudorok. Ezeket a habpárna felületéről lemorzsolódó anyag okozza, amely az így egyre lazábbá váló kárpitszövet alján gyűlik össze, sőt néha még a letűzések résein ki is hullik. Az sem ritka eset, hogy a sarkok, párnázott élkiképzések, fotelkarfa párnázatok is elmozdulnak a helyükről, ami ugyancsak formai torzulásokat okoz. Kijavításukra csak most, a kárpit teljes lebontása után kerülhet sor. A leggyakoribb, magunk által is kijavítható hibákra, íme néhány megoldás.
Egyszerű, alacsonykárpitozású székeknél előbb-utóbb bekövetkező hiba a vékony habpárna felületi "eróziója", azaz porlása. Ezt a habpárna kicserélésével orvosolhatjuk. Ám, mivel ezek többnyire a szélek felé elvékonyodóak, amit elég nehéz házilag hasonló formában megoldani, a bajon úgy is segíthetünk, hogy a porló felületet alaposan lekeféljük, és a habpárnát megfordítva, teljes felületén latexragasztóval bekenve erősítjük vissza az ülőlapra. A habpárnát pedig a további erős dörzsölő igénybevételtől a föléje feszített bélésvászonnal védhetjük meg.
A nagyon porló habpárnát azonban mindenképpen cseréljük ki új, 10 mm vastag habanyagból kiszabottra. A párnázat így a széleken kissé vastagabb lesz, mint eredetileg, de ezt a habanyag fölé terített, feszítve letűzött erős vászonnal és a kellő feszességgel lerögzített bútorszövettel csökkenthetjük (17). A vékonyabb, lágy habanyagok vágásához vastagságuktól függően éles ollót, a vastagabbakhoz pedig elektromos szeletelőkést használjunk.
Hasonló hibák a karfákon is előfordulhatnak, de a párnázó habanyag cseréjével ezeket is kiigazíthatjuk. Ha pedig az élkiképzések mozdultak volna el, ezeket kenderzsineggel átvarrva és a tartószerkezetre rögzítve igazítsuk ki (18).
A vastagabb habpárnákkal kialakított fotelüléseknél könnyebb a porló habpárna kicserélése, ám sok esetben a hullámrugókból álló tartószerkezet rugói is megnyúlhatnak. Ezek házilag nem javíthatók. Helyükbe célszerű erős, 70 mm széles polipropilén, vagy kenderhevederekből váltakozva átfűzött és a széleken kifeszítve, kétsorosan letűzve vagy leszegelve kialakított tartószerkezetet készítenünk. A hevedereket kétsorosan szegeljük le, kifeszítésükhöz pedig használjunk 5-6 mm-nyire kiálló, hegyes szeg végű lécdarabot. Az átszegezett léc végét akasszuk a másik oldalon leszegezett hevederbe közvetlenül a keret mellett, majd a lenyomásakor kifeszülő hevedert két sorban, sűrűn beütött kárpitos szegekkel rögzítsük a helyére. A szomszédos oldalon is szegezzük le a hevederszálakat, majd a már kifeszítetten leszegezett hevedereken váltakozva fűzzük át, és az előzőkhöz hasonlóan kifeszítve ezeket is szegezzük a tartókeretre. A habpárnát elektromos késsel szabjuk méretre, felületét mindenképpen érdemes vászonbéléssel is lefedni.
A rugózattal ellátott fekvőbútorokon, kanapékon a formatartás érdekében gyakran alkalmaznak élkiképzéseket. Ezek is elmozdulhatnak a helyükből, s bár az ágybetét rugalmasságát nem befolyásolják, ám formailag nagyon csúnya kidudorodásokat okozhatnak. Ez is viszonylag könnyen helyrehozható hiba, csak az elszabadult élkiképző anyagot kell átöltésekkel újból szilárdabbá tennünk, majd az élkerethez, illetve a tartószerkezethez rögzítenünk. Ennek módját a még ép sarkokról leshetjük le, és azok alapján szilárdítsuk meg formájukat és helyzetüket. Ha pedig a fekvő- és ülőfelületeket puhábbá is szeretnénk tenni, akkor terítsük be 10-20 mm vastagságban műszálas vattapaplannal, amelynek a széleit az élkiképzéshez öltve, vagy az alapkerethez tűzve rögzítsük (19). E lágy réteg fölé pedig csak abban az esetben szükséges bélésanyagot fektetnünk, ha egy darabban felfeszített anyagból varrjuk majd össze a szövetkárpitot.
Tölcsér-rugózattal ellátott ülő és fekvőbútoroknál a rugók előfeszítve vannak lekötve, elmozdulásukat is többnyire zsineges lekötések gátolják meg. Ha ezek közül néhány elszakad, a rugók kiállhatnak, a felső párnázat felülete pedig egyenetlen lesz. Az ilyen hibák kijavításához azonban már a kárpitos szaktudása kell, mi ne kísérletezzünk vele, mert csak tetézhetjük a bajt.
Az egyébként magától értetődő, hogy az állványszerkezetek, székvázak meglazult eresztékeit is meg kell erősítenünk, továbbá, hogy a látható felületek letisztítását, felújítását is most, de még az új kárpit felerősítése előtt kell megejtenünk, hiszen ennél kedvezőbb alkalmunk erre aligha lesz.
Folytatjuk!
Forrás:
Ezermester.hu
Bútorkárpitozás házilagosan 2. rész
Az új kárpit darabjainak a kiszabása
 Ez
szabásminta nélkül csak a nagyon egyszerű esetekben, pl. sima
felületű heverőkön, vagy fotelokon lehetséges. Szabásmintaként
használhatjuk a régi kárpit darabjait, vagy azok alapján,
csomagolópapírból kivágott mintákat. Ez főként akkor előnyös,
ha több azonos bútordarabot, vagy szövetrészt kell kiszabnunk. A
levarrandó szélekre mindig hagyjunk rá 25-30 mm-nyit. Nagyon
ügyeljünk a minták "tájolására", bársonyanyagoknál
pedig a söprési irányra, azaz a flórszálak elfekvésének az
irányára. Általános mintaillesztési követelmény, hogy a
tengelyesen szimmetrikus daraboknál ezzel azonosan elhelyezett
legyen a szövetek mintája. A bevonóanyag lánciránya az
ülőbútoroknál a beülési iránnyal, fekvőbútoroknál pedig a
hossziránnyal azonosan helyezkedjen el. A plüss-szöveteknél a
szálak elfekvési iránya felülről lefelé, illetve belülről
kifelé, az ún. söprési irányba essen.
Ez
szabásminta nélkül csak a nagyon egyszerű esetekben, pl. sima
felületű heverőkön, vagy fotelokon lehetséges. Szabásmintaként
használhatjuk a régi kárpit darabjait, vagy azok alapján,
csomagolópapírból kivágott mintákat. Ez főként akkor előnyös,
ha több azonos bútordarabot, vagy szövetrészt kell kiszabnunk. A
levarrandó szélekre mindig hagyjunk rá 25-30 mm-nyit. Nagyon
ügyeljünk a minták "tájolására", bársonyanyagoknál
pedig a söprési irányra, azaz a flórszálak elfekvésének az
irányára. Általános mintaillesztési követelmény, hogy a
tengelyesen szimmetrikus daraboknál ezzel azonosan elhelyezett
legyen a szövetek mintája. A bevonóanyag lánciránya az
ülőbútoroknál a beülési iránnyal, fekvőbútoroknál pedig a
hossziránnyal azonosan helyezkedjen el. A plüss-szöveteknél a
szálak elfekvési iránya felülről lefelé, illetve belülről
kifelé, az ún. söprési irányba essen.Bútoron belül viszont a következő szabályokat igyekezzünk betartani: ülésnek a támlával és előlappal, a támlának a hátfallal, a karoknak a karoldal lemezekkel kell illeszkedniük. Ezt akkor a legkönnyebb betartani, ha e felületeket egy darabban kiszabott szövettel boríthatjuk be. Továbbá arról se feledkezzünk el, hogy a bútorgarnitúra azonos rendeltetésű és helyzetű felületein mintaazonosságot kell létrehoznunk. Ez nem vonatkozik a jellegtelen, pl. aprómintás anyagokra, továbbá a gombok bevonatára és az azonos anyagból készített élszegélyekre. (A kárpitozott garnitúrák mintaillesztési szempontjait februári lapszámunkban közölt táblázatban foglaltuk össze.) E kívánalmaknak elég nehéz eleget tenni, de koncentrált figyelemmel megoldhatók a kezdeti nehézségek.
 A
mintás szövetdarabok kivágásakor jelöljük be a szabásminta
középvonalát, ennek alapján vágjuk ki a megfelelő méretű
darabokat. Ezek mindig magukba foglalják a szegési ráhagyásokat,
szabókrétával ajánlatos a visszahajtások kontúrjait bejelölni.
Ha a kárpithuzat darabjai előre összevarrhatók, fércöltésekkel
erősítsük össze a huzat tokot. Így jól ellenőrizhetjük a
mintázat folyamatosságát, kellő öszszeillesztettségét. A
kisebb igazításokat így még könnyen elvégezhetjük, és ha
lazán feszített huzatot készítünk, a párnázatra húzva is
ellenőrizhetjük a levarrandó részek mérethelyességét. Ezt
főként heverőknél, szabad párnáknál célszerű megejtenünk.
A
mintás szövetdarabok kivágásakor jelöljük be a szabásminta
középvonalát, ennek alapján vágjuk ki a megfelelő méretű
darabokat. Ezek mindig magukba foglalják a szegési ráhagyásokat,
szabókrétával ajánlatos a visszahajtások kontúrjait bejelölni.
Ha a kárpithuzat darabjai előre összevarrhatók, fércöltésekkel
erősítsük össze a huzat tokot. Így jól ellenőrizhetjük a
mintázat folyamatosságát, kellő öszszeillesztettségét. A
kisebb igazításokat így még könnyen elvégezhetjük, és ha
lazán feszített huzatot készítünk, a párnázatra húzva is
ellenőrizhetjük a levarrandó részek mérethelyességét. Ezt
főként heverőknél, szabad párnáknál célszerű megejtenünk.A kárpitanyag leerősítése, varrása
Lényegében
most érkeztünk el munkánknak ahhoz a szakaszához, amely talán a
legváltozatosabb, és eredménye fokról-fokra egyre látványosabb
lesz, hiszen a bútordarabokra most kezdjük felhúzni új
ruhájukat.
Előbb mindig a nagyobb, egyszerűen felerősíthető darabokat rögzítsük a párnázat fölé. Az ülésekre, sima háttámlákra, fekvőfelületekre, szabad párnákra helyezzük fel az új kárpitdarabokat. Helyükön előbb a középvonalban tűzzük le tűző-, vagy gombostűkkel, mégpedig attól függően, hogy tartó-, vagy párnázóanyag az alap. A kárpit feszességét pedig a párnázathoz, és a kárpitozás jellegéhez igazodva határozzuk meg. A régebbi párnázatok alaposan kifeszített, míg a korszerű, tollpárna hatásúak lazán eligazított kárpitanyagot igényelnek. Ez utóbbiak többnyire élszegéllyel szegett élűek, míg a feszes kárpitozású huzatok legfeljebb csak élükkel összevarrt darabokból állnak (1). Általánosabb esetekben csupán a hátoldalukon, alsó részükön letűzöttek, illetve a sarkukon összevarrtak.
 Ezeknek
a kárpitját előbb az egyenes oldalaik mentén visszahajtva
kifeszítve kitűzőtűkkel rögzítsük a keretre. A mintairányokat
ellenőrizzük, igazítsuk be a szövet láncirányát a hosszanti
élekkel párhuzamosra, és középről enyhén a végek felé
simítva a szövetet az élek mentén erőteljesen meghúzva
feszítsük meg az anyagot. A kitűzést előbb a rövidebb
oldalakon, majd ezt követően a hosszabbakon folytatva tűzzük le a
betét szélére, pontosabban attól 20-25 mm-re. A kitűzés után
üljünk többször körben a betétre, majd újra feszesre húzva
megint tűzzük körül a kárpit széleit. A sarkokat visszahajtott
bevágásokkal, vagy a kárpit alá igazított visszahajtással
alakíthatjuk ki (2). Ezt követően tűzőgéppel egymás mellé
beütött kapcsokkal fogassuk le a kárpit széleit. A sarkoknál kis
görbe tűvel, lencérnával, a kárpitkeret aljától felfelé
haladva 5-7 mm-es, ún. dugott öltésekkel haladjunk felfelé. Ennek
lényege, hogy a fonalszál a visszahajtás alatt halad felfelé, és
a szomszédos anyagba mindig 1-1,5 mm-rel lejjebb, vízszintes
irányba hatol be. Az öltések meghúzásakor a szövetélek
egymásra szorulnak, de az öltések nem látszanak. Ez a legtöbb
egyszerű kárpitozású ülő- és fekvőbútor sarok
kialakításánál, továbbá teljesen bekárpitozott szék- és
foteltámlák oldalvarrásainál is alkalmazható elvarrási mód
(3).
Ezeknek
a kárpitját előbb az egyenes oldalaik mentén visszahajtva
kifeszítve kitűzőtűkkel rögzítsük a keretre. A mintairányokat
ellenőrizzük, igazítsuk be a szövet láncirányát a hosszanti
élekkel párhuzamosra, és középről enyhén a végek felé
simítva a szövetet az élek mentén erőteljesen meghúzva
feszítsük meg az anyagot. A kitűzést előbb a rövidebb
oldalakon, majd ezt követően a hosszabbakon folytatva tűzzük le a
betét szélére, pontosabban attól 20-25 mm-re. A kitűzés után
üljünk többször körben a betétre, majd újra feszesre húzva
megint tűzzük körül a kárpit széleit. A sarkokat visszahajtott
bevágásokkal, vagy a kárpit alá igazított visszahajtással
alakíthatjuk ki (2). Ezt követően tűzőgéppel egymás mellé
beütött kapcsokkal fogassuk le a kárpit széleit. A sarkoknál kis
görbe tűvel, lencérnával, a kárpitkeret aljától felfelé
haladva 5-7 mm-es, ún. dugott öltésekkel haladjunk felfelé. Ennek
lényege, hogy a fonalszál a visszahajtás alatt halad felfelé, és
a szomszédos anyagba mindig 1-1,5 mm-rel lejjebb, vízszintes
irányba hatol be. Az öltések meghúzásakor a szövetélek
egymásra szorulnak, de az öltések nem látszanak. Ez a legtöbb
egyszerű kárpitozású ülő- és fekvőbútor sarok
kialakításánál, továbbá teljesen bekárpitozott szék- és
foteltámlák oldalvarrásainál is alkalmazható elvarrási mód
(3).
 Ívelt
támlák vagy más alkatrészek behúzásakor a sarkok kitűzése
után az ívelt kontúrokra merőlegesen erősen húzzuk meg az
anyagot, mégpedig a görbület irányába, majd simítsuk ki a
ráncokat, tűzzük ki a hátoldalon, majd kapcsokkal rögzítsük
(4). Székek karfa vagy támlaoszlopainál előbb a két első
sarkánál, majd hátul középen, utána pedig elől és két oldalt
középig tűzzük fel a szövetet. A szövetet a támla- és
karoszlopoknál hajtsuk viszsza 45 fokban, hogy a visszahajtott él
érintse az oszlop belső élét, és vágjuk be az anyagot átlósan
(5). A kétfelé vált hajtást simítsuk a karfa mellé, vágjuk a
széleket 20-30 mm szélesre, majd a visszahajtott széleket nyomjuk
a karfa és a párnázat közé, a kárpitszéleket pedig jól
lefeszítve tűzzük le.
Ívelt
támlák vagy más alkatrészek behúzásakor a sarkok kitűzése
után az ívelt kontúrokra merőlegesen erősen húzzuk meg az
anyagot, mégpedig a görbület irányába, majd simítsuk ki a
ráncokat, tűzzük ki a hátoldalon, majd kapcsokkal rögzítsük
(4). Székek karfa vagy támlaoszlopainál előbb a két első
sarkánál, majd hátul középen, utána pedig elől és két oldalt
középig tűzzük fel a szövetet. A szövetet a támla- és
karoszlopoknál hajtsuk viszsza 45 fokban, hogy a visszahajtott él
érintse az oszlop belső élét, és vágjuk be az anyagot átlósan
(5). A kétfelé vált hajtást simítsuk a karfa mellé, vágjuk a
széleket 20-30 mm szélesre, majd a visszahajtott széleket nyomjuk
a karfa és a párnázat közé, a kárpitszéleket pedig jól
lefeszítve tűzzük le.
Az igényesebb kárpitozású bútordarabok többnyire szélre varrt kéderezéssel készülnek. Ezek áthúzása elég fogós feladat, de ez még nem jelenti azt, hogy kárpitcseréjük otthoni körülmények között nem megoldható. Először is a kéderszegélyeket kell elkészítenünk. Ezek magjaként kb. 5 mm-es, egyenletes fonású kenderzsinórok szolgálnak, amelyeket kb. 50 mm széles szövetcsíkba burkolva kell levarrni. A kézi varrás kissé időigényes, de a gépi varráshoz meg különleges kialakítású varrótalp szükséges (6). A lapfelületekre beillesztve tűzzük fel a borítóanyagokat (7), közéjük pedig úgy illesszük be a kédert, hogy a bevont zsinór szorosan a szövetélek közé ékelődjön. Az alsó borítóanyagot, az ún. bódnit hajtsuk vissza, a szövetszéleket pedig görbe tűvel kétsorosan öltsük az élkeret párnázott szélére (8). A bódniszövet visszahajtása után annak széleit a már szokásos módon feszesre húzva rögzítsük a keret alsó felületére, a lapfedőanyagot pedig kifeszítve tűzzük le az ülőkeret hátsó és oldalsó részére (9). Ezt a megoldást alkalmazhatjuk szabadpárnák, vagy ágybetétkárpitok látható felületeinek élkivarrásainál is.
 A
kéderezett élű oldalborító anyagokat egyszerűbben is az
alappárnázatra, illetve a párnázat felső huzatanyagához
ölthetjük, ha sűrű öltésű, bujtatott varrást alkalmazunk (10,
11). Az alsó letűzéseket azonban ilyenkor gondosabban kell
megejtenünk (12), mert csak így lesz egyenes a huzatszegély. Több
azonos bútordarab esetén egymás után kárpitozzuk be mindegyiket,
a varrások módozatait pedig a még nem, vagy alig megbontott
darabról lessük le. Esetenként a szabad, azaz a leemelhető,
vastagabb műszálas vattapaplannal fedett párnákra az ilyen
szövethuzatokat készre varrtan is felhúzhatjuk, de az alsó
felükön mindenképpen az alappárnázathoz és a szövetpótló
anyaghoz öltve rögzítsük, hogy a későbbi használat közben ne
csúszhasson el a kárpitanyag.
A
kéderezett élű oldalborító anyagokat egyszerűbben is az
alappárnázatra, illetve a párnázat felső huzatanyagához
ölthetjük, ha sűrű öltésű, bujtatott varrást alkalmazunk (10,
11). Az alsó letűzéseket azonban ilyenkor gondosabban kell
megejtenünk (12), mert csak így lesz egyenes a huzatszegély. Több
azonos bútordarab esetén egymás után kárpitozzuk be mindegyiket,
a varrások módozatait pedig a még nem, vagy alig megbontott
darabról lessük le. Esetenként a szabad, azaz a leemelhető,
vastagabb műszálas vattapaplannal fedett párnákra az ilyen
szövethuzatokat készre varrtan is felhúzhatjuk, de az alsó
felükön mindenképpen az alappárnázathoz és a szövetpótló
anyaghoz öltve rögzítsük, hogy a későbbi használat közben ne
csúszhasson el a kárpitanyag.
Adódhatnak ennél bonyolultabb feladataink is. Többrétegű párnázattal ellátott domború, ún. csigafejű fotelkaroknál például az oldalbevonó anyagot előbb az egyenes élek mentén tűzzük le, a külső oldalon pedig a karfa alatt visszahajtva egyenes vonalban rögzítsük közvetlenül a domború párna alatt, és ezt követően az oldallap alján. A karfa domborulata alatti visszahajtásának egyenes vonalát kb. 50 mm széles, hosszában félbehajtott papírkarton szél szövetre tűzésével tehetjük egyenessé. A karfa homloklapján pedig a szövetet szabályos ráncokba rakva szorosan tűzzük le. A karfa elejét fedő homloklap befedésekor két megoldás között választhatunk. Vattával alábélelve, alakra szabott és visszahajtottan levasalt szövetdarabbal fedhetjük le, és szélein domborúfejű díszszegekkel rögzíthetünk a karfa állványára (13, 14, 15). A másik megoldás, hogy 5 mm-es rétegelt-, vagy farostlemezből kivágott lapot készítünk, amit a homloklapba fúrt lyukakba facsapokkal rögzíthetünk. A leemelt homloklapra vattapaplant fektetünk, majd a borítószövet kifeszítése után a hátoldalon tűzőgéppel rögzítjük a kárpit széleit, és a helyére ütve rögzíthetjük. Ilyen esetekben a kárpitozott homloklapnak pontosan kell illeszkednie a karfapárnázat élei közé.
Előbb mindig a nagyobb, egyszerűen felerősíthető darabokat rögzítsük a párnázat fölé. Az ülésekre, sima háttámlákra, fekvőfelületekre, szabad párnákra helyezzük fel az új kárpitdarabokat. Helyükön előbb a középvonalban tűzzük le tűző-, vagy gombostűkkel, mégpedig attól függően, hogy tartó-, vagy párnázóanyag az alap. A kárpit feszességét pedig a párnázathoz, és a kárpitozás jellegéhez igazodva határozzuk meg. A régebbi párnázatok alaposan kifeszített, míg a korszerű, tollpárna hatásúak lazán eligazított kárpitanyagot igényelnek. Ez utóbbiak többnyire élszegéllyel szegett élűek, míg a feszes kárpitozású huzatok legfeljebb csak élükkel összevarrt darabokból állnak (1). Általánosabb esetekben csupán a hátoldalukon, alsó részükön letűzöttek, illetve a sarkukon összevarrtak.
Ezeknek
a kárpitját előbb az egyenes oldalaik mentén visszahajtva
kifeszítve kitűzőtűkkel rögzítsük a keretre. A mintairányokat
ellenőrizzük, igazítsuk be a szövet láncirányát a hosszanti
élekkel párhuzamosra, és középről enyhén a végek felé
simítva a szövetet az élek mentén erőteljesen meghúzva
feszítsük meg az anyagot. A kitűzést előbb a rövidebb
oldalakon, majd ezt követően a hosszabbakon folytatva tűzzük le a
betét szélére, pontosabban attól 20-25 mm-re. A kitűzés után
üljünk többször körben a betétre, majd újra feszesre húzva
megint tűzzük körül a kárpit széleit. A sarkokat visszahajtott
bevágásokkal, vagy a kárpit alá igazított visszahajtással
alakíthatjuk ki (2). Ezt követően tűzőgéppel egymás mellé
beütött kapcsokkal fogassuk le a kárpit széleit. A sarkoknál kis
görbe tűvel, lencérnával, a kárpitkeret aljától felfelé
haladva 5-7 mm-es, ún. dugott öltésekkel haladjunk felfelé. Ennek
lényege, hogy a fonalszál a visszahajtás alatt halad felfelé, és
a szomszédos anyagba mindig 1-1,5 mm-rel lejjebb, vízszintes
irányba hatol be. Az öltések meghúzásakor a szövetélek
egymásra szorulnak, de az öltések nem látszanak. Ez a legtöbb
egyszerű kárpitozású ülő- és fekvőbútor sarok
kialakításánál, továbbá teljesen bekárpitozott szék- és
foteltámlák oldalvarrásainál is alkalmazható elvarrási mód
(3).Ívelt
támlák vagy más alkatrészek behúzásakor a sarkok kitűzése
után az ívelt kontúrokra merőlegesen erősen húzzuk meg az
anyagot, mégpedig a görbület irányába, majd simítsuk ki a
ráncokat, tűzzük ki a hátoldalon, majd kapcsokkal rögzítsük
(4). Székek karfa vagy támlaoszlopainál előbb a két első
sarkánál, majd hátul középen, utána pedig elől és két oldalt
középig tűzzük fel a szövetet. A szövetet a támla- és
karoszlopoknál hajtsuk viszsza 45 fokban, hogy a visszahajtott él
érintse az oszlop belső élét, és vágjuk be az anyagot átlósan
(5). A kétfelé vált hajtást simítsuk a karfa mellé, vágjuk a
széleket 20-30 mm szélesre, majd a visszahajtott széleket nyomjuk
a karfa és a párnázat közé, a kárpitszéleket pedig jól
lefeszítve tűzzük le.Az igényesebb kárpitozású bútordarabok többnyire szélre varrt kéderezéssel készülnek. Ezek áthúzása elég fogós feladat, de ez még nem jelenti azt, hogy kárpitcseréjük otthoni körülmények között nem megoldható. Először is a kéderszegélyeket kell elkészítenünk. Ezek magjaként kb. 5 mm-es, egyenletes fonású kenderzsinórok szolgálnak, amelyeket kb. 50 mm széles szövetcsíkba burkolva kell levarrni. A kézi varrás kissé időigényes, de a gépi varráshoz meg különleges kialakítású varrótalp szükséges (6). A lapfelületekre beillesztve tűzzük fel a borítóanyagokat (7), közéjük pedig úgy illesszük be a kédert, hogy a bevont zsinór szorosan a szövetélek közé ékelődjön. Az alsó borítóanyagot, az ún. bódnit hajtsuk vissza, a szövetszéleket pedig görbe tűvel kétsorosan öltsük az élkeret párnázott szélére (8). A bódniszövet visszahajtása után annak széleit a már szokásos módon feszesre húzva rögzítsük a keret alsó felületére, a lapfedőanyagot pedig kifeszítve tűzzük le az ülőkeret hátsó és oldalsó részére (9). Ezt a megoldást alkalmazhatjuk szabadpárnák, vagy ágybetétkárpitok látható felületeinek élkivarrásainál is.
A
kéderezett élű oldalborító anyagokat egyszerűbben is az
alappárnázatra, illetve a párnázat felső huzatanyagához
ölthetjük, ha sűrű öltésű, bujtatott varrást alkalmazunk (10,
11). Az alsó letűzéseket azonban ilyenkor gondosabban kell
megejtenünk (12), mert csak így lesz egyenes a huzatszegély. Több
azonos bútordarab esetén egymás után kárpitozzuk be mindegyiket,
a varrások módozatait pedig a még nem, vagy alig megbontott
darabról lessük le. Esetenként a szabad, azaz a leemelhető,
vastagabb műszálas vattapaplannal fedett párnákra az ilyen
szövethuzatokat készre varrtan is felhúzhatjuk, de az alsó
felükön mindenképpen az alappárnázathoz és a szövetpótló
anyaghoz öltve rögzítsük, hogy a későbbi használat közben ne
csúszhasson el a kárpitanyag.Adódhatnak ennél bonyolultabb feladataink is. Többrétegű párnázattal ellátott domború, ún. csigafejű fotelkaroknál például az oldalbevonó anyagot előbb az egyenes élek mentén tűzzük le, a külső oldalon pedig a karfa alatt visszahajtva egyenes vonalban rögzítsük közvetlenül a domború párna alatt, és ezt követően az oldallap alján. A karfa domborulata alatti visszahajtásának egyenes vonalát kb. 50 mm széles, hosszában félbehajtott papírkarton szél szövetre tűzésével tehetjük egyenessé. A karfa homloklapján pedig a szövetet szabályos ráncokba rakva szorosan tűzzük le. A karfa elejét fedő homloklap befedésekor két megoldás között választhatunk. Vattával alábélelve, alakra szabott és visszahajtottan levasalt szövetdarabbal fedhetjük le, és szélein domborúfejű díszszegekkel rögzíthetünk a karfa állványára (13, 14, 15). A másik megoldás, hogy 5 mm-es rétegelt-, vagy farostlemezből kivágott lapot készítünk, amit a homloklapba fúrt lyukakba facsapokkal rögzíthetünk. A leemelt homloklapra vattapaplant fektetünk, majd a borítószövet kifeszítése után a hátoldalon tűzőgéppel rögzítjük a kárpit széleit, és a helyére ütve rögzíthetjük. Ilyen esetekben a kárpitozott homloklapnak pontosan kell illeszkednie a karfapárnázat élei közé.
Eltisztázó munkák
 Abban
az esetben, ha a bevonóanyagot a bútorállvány látható
felületein kialakított aljazásokba kell erősítenünk, pl. régi
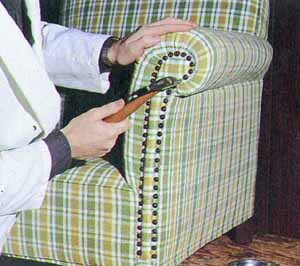
székek, fotelok esetében, ezt díszszegekkel is megoldhatjuk.
Előfeltétele a sűrűn kitűzve előkészített kárpitanyag. A
szegezést jobbról balra kezdjük el, és minden egyes szeg
beütésekor ügyelnünk kell arra, hogy a huzat gyűrődésmentesen
feküdjön az aljazásba. A szegfejek pontosan az aljazás széléig
érjenek. A szegeket sorban egymás mellé üssük be, de a fejek
egymásra ne feküdjenek fel. Nem szép, de megengedhető, hogy a
szegek egy vagy több szegfejnyi távolságra kerülnek egymástól
(16), de akkor konzekvensen, minden szegezett felületen tartsuk is
be ezt a távolságot. Bortnit csak ritkán szokás használni a
szegek alá, de ez ízlés kérdése is lehet.
Abban
az esetben, ha a bevonóanyagot a bútorállvány látható
felületein kialakított aljazásokba kell erősítenünk, pl. régi
székek, fotelok esetében, ezt díszszegekkel is megoldhatjuk.
Előfeltétele a sűrűn kitűzve előkészített kárpitanyag. A
szegezést jobbról balra kezdjük el, és minden egyes szeg
beütésekor ügyelnünk kell arra, hogy a huzat gyűrődésmentesen
feküdjön az aljazásba. A szegfejek pontosan az aljazás széléig
érjenek. A szegeket sorban egymás mellé üssük be, de a fejek
egymásra ne feküdjenek fel. Nem szép, de megengedhető, hogy a
szegek egy vagy több szegfejnyi távolságra kerülnek egymástól
(16), de akkor konzekvensen, minden szegezett felületen tartsuk is
be ezt a távolságot. Bortnit csak ritkán szokás használni a
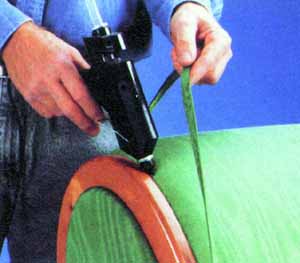
szegek alá, de ez ízlés kérdése is lehet.A bortnit, azaz szegőszélt inkább ragasztani szokás, ehhez a végét szegezzük le, hátoldalát pedig kenjük be vékonyan oldószeres ragasztóval (17). A szikkadási idő elteltével simítsuk a takarni kívánt részre, és egy szeggel a vége előtt akasszuk meg. Sarkoknál hajtsuk vissza, 45 fokban meghajtva vezessük felfelé, és egy újabb szeggel megint tűzzük le. A hajtás alá kenjünk ragasztót, majd kis idő múlva kalapáccsal megütve lapítsuk le. A ragasztáshoz használhatunk ragasztópisztolyt is (18), de csak széles kiömlőfejjel érhetünk el minőségi munkát (19).
 Fodor,
és rojt elhelyezésére akkor lehet szükségünk, ha a lábak
közötti teret szeretnénk eltakarni az állványszerkezet
átalakítása nélkül. A fodrok inkább a modern bútorokon, a
rojtok a régieken használatosak. Az egyszerűbbek húzottak, vagy
zsinórral rögzítettek, a szemberakott fodor viszont rendezettebb,
és visszahajtott részére papírlemez-csíkot célszerű
használnunk, amit a párnázat éléhez, vagy a díszpaplanhoz
rejtett öltésekkel rögzíthetünk, esetleg a kárpitkeret szélére
szegezhetünk, természetesen a fodor visszahajtott, takart felső
szegélyén. Újabban divatosak a szabadon függesztett széles
takarószegélyek is, amelyeknek a fodrokhoz hasonló a funkciójuk,
csak egyszerűbb a kivitelezésük.
Fodor,
és rojt elhelyezésére akkor lehet szükségünk, ha a lábak
közötti teret szeretnénk eltakarni az állványszerkezet
átalakítása nélkül. A fodrok inkább a modern bútorokon, a
rojtok a régieken használatosak. Az egyszerűbbek húzottak, vagy
zsinórral rögzítettek, a szemberakott fodor viszont rendezettebb,
és visszahajtott részére papírlemez-csíkot célszerű
használnunk, amit a párnázat éléhez, vagy a díszpaplanhoz
rejtett öltésekkel rögzíthetünk, esetleg a kárpitkeret szélére
szegezhetünk, természetesen a fodor visszahajtott, takart felső
szegélyén. Újabban divatosak a szabadon függesztett széles
takarószegélyek is, amelyeknek a fodrokhoz hasonló a funkciójuk,
csak egyszerűbb a kivitelezésük.Kárpitszerű huzatok
Kárpitcsere
helyett választhatunk olcsóbb, látszólag egyszerűbb
bútoráthúzási megoldást is. A bútorvédő huzatok nemcsak a
nagyon értékes kárpitokat védik a kopástól, hanem a régebbiek
fakóságát is eltakarják. Igényesen megvarrva, megfelelő
vászonanyagot használva akár kárpithelyettesítők is lehetnek.
Elkészítésük azonban csak látszólag egyszerűbb, mert ebben az
esetben a lehúzhatóságukat, bútorra rögzítésüket is meg kell
oldanunk, hiszen a tisztításuk gyakrabban esedékes, és mivel
lazábbak, mint a hagyományos kárpitok, használat közben
könnyebben el is mozdulhatnak a bútorfelületeken. Ennek ellenére
az egyszerűbb és modern kárpitos bútorokon is jól
mutatnak.
 Anyagául
pamut- és lenfonalakból szőtt vászon-, vagy sávolykötésű
szöveteket célszerű választanunk. Ezek minta és színválasztéka
bőséges, szélességük 80-146 cm közötti. Felhasználásukat
illetően ezekre az anyagokra is érvényesek a szöveteknél
ajánlott fektetési szempontok. A kárpitszerűen kialakított
huzatok azonban csak gépi varrással állíthatók össze. Az
egyszínűeket esetenként még egy, az alapszíntől eltérő
cérnával varrva is szokás megerősíteni, ami díszítő céllal
is készülhet. A régi bútordarabokhoz készített huzatokon pedig
a kéderezéshez hasonló, behúzott zsinórozott szegélyekkel lehet
hangsúlyosabbá tenni a huzat karakterét (20).
Anyagául
pamut- és lenfonalakból szőtt vászon-, vagy sávolykötésű
szöveteket célszerű választanunk. Ezek minta és színválasztéka
bőséges, szélességük 80-146 cm közötti. Felhasználásukat
illetően ezekre az anyagokra is érvényesek a szöveteknél
ajánlott fektetési szempontok. A kárpitszerűen kialakított
huzatok azonban csak gépi varrással állíthatók össze. Az
egyszínűeket esetenként még egy, az alapszíntől eltérő
cérnával varrva is szokás megerősíteni, ami díszítő céllal
is készülhet. A régi bútordarabokhoz készített huzatokon pedig
a kéderezéshez hasonló, behúzott zsinórozott szegélyekkel lehet
hangsúlyosabbá tenni a huzat karakterét (20).
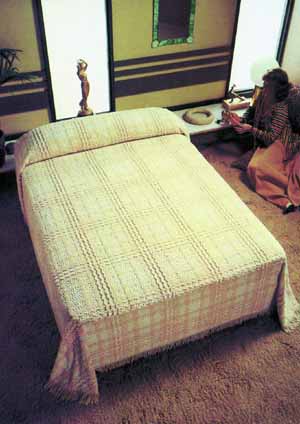
Fekhelyeken, még a kétszemélyeseken is helyettesítheti a kárpitcserét a feszesen felhúzható ágybetéthuzat, amelyet oldalt húzott- vagy rakott fodros szegéllyel hosszabbíthatunk meg (21). Ez ápol, s eltakar, bármikor lehúzható, kimosható, elkészítése sem túl nagy munka. Hasonló célt szolgálnak az ágytakarók. Ha a fekhely sarkainál a takaró hátoldalára felöltött tépőzárakkal szorosra húzott sarokkialakításokat készítünk, akkor kárpitszerű huzattá formálhatjuk az egyszerű ágytakarót (22).
Nyers lenvászonból tokszerűen öszszevarrt huzatokkal is befedhetjük a puhább párnázatú kárpitozott bútorainkat, ha széleinek rögzítéséhez tépőzárakat alkalmazunk, szabad párnáinak hátoldalán pedig húzózárakkal tesszük lehetővé a levételüket. Ilyen esetekben azonban a szabadpárnáknál a tok soha ne legyen feszes, és a karfa oldalakon is csak annyira feszítsük ki a huzat anyagát, hogy rásimuljon a párnázatra (23). Az ilyen megoldásoknál a tépőzárakat a nem látható felületeken helyezzük el, és tűzőgép-kapcsokkal rögzítsük az állványszerkezet keretére.
Kárpitozott székeknél is alkalmazhatjuk az előbbi megoldást, de a huzatot akár bútorszövetből is összevarrhatjuk. A támlára erősítést és a kárpit lehúzását a támla hátsó borítóanyagába varrt húzózárral könnyíthetjük meg (24). Ha pedig a támlarészre vékonyabb mintás anyagból varrt támlahuzatot is készítünk, akkor nemcsak a kopás ellen óvhatjuk meg az alaphuzatot, hanem egy érdekes kárpitkombinációval a bútorzat összhatását is attraktívabbá tehetjük.
Anyagául
pamut- és lenfonalakból szőtt vászon-, vagy sávolykötésű
szöveteket célszerű választanunk. Ezek minta és színválasztéka
bőséges, szélességük 80-146 cm közötti. Felhasználásukat
illetően ezekre az anyagokra is érvényesek a szöveteknél
ajánlott fektetési szempontok. A kárpitszerűen kialakított
huzatok azonban csak gépi varrással állíthatók össze. Az
egyszínűeket esetenként még egy, az alapszíntől eltérő
cérnával varrva is szokás megerősíteni, ami díszítő céllal
is készülhet. A régi bútordarabokhoz készített huzatokon pedig
a kéderezéshez hasonló, behúzott zsinórozott szegélyekkel lehet
hangsúlyosabbá tenni a huzat karakterét (20).Fekhelyeken, még a kétszemélyeseken is helyettesítheti a kárpitcserét a feszesen felhúzható ágybetéthuzat, amelyet oldalt húzott- vagy rakott fodros szegéllyel hosszabbíthatunk meg (21). Ez ápol, s eltakar, bármikor lehúzható, kimosható, elkészítése sem túl nagy munka. Hasonló célt szolgálnak az ágytakarók. Ha a fekhely sarkainál a takaró hátoldalára felöltött tépőzárakkal szorosra húzott sarokkialakításokat készítünk, akkor kárpitszerű huzattá formálhatjuk az egyszerű ágytakarót (22).
Nyers lenvászonból tokszerűen öszszevarrt huzatokkal is befedhetjük a puhább párnázatú kárpitozott bútorainkat, ha széleinek rögzítéséhez tépőzárakat alkalmazunk, szabad párnáinak hátoldalán pedig húzózárakkal tesszük lehetővé a levételüket. Ilyen esetekben azonban a szabadpárnáknál a tok soha ne legyen feszes, és a karfa oldalakon is csak annyira feszítsük ki a huzat anyagát, hogy rásimuljon a párnázatra (23). Az ilyen megoldásoknál a tépőzárakat a nem látható felületeken helyezzük el, és tűzőgép-kapcsokkal rögzítsük az állványszerkezet keretére.
Kárpitozott székeknél is alkalmazhatjuk az előbbi megoldást, de a huzatot akár bútorszövetből is összevarrhatjuk. A támlára erősítést és a kárpit lehúzását a támla hátsó borítóanyagába varrt húzózárral könnyíthetjük meg (24). Ha pedig a támlarészre vékonyabb mintás anyagból varrt támlahuzatot is készítünk, akkor nemcsak a kopás ellen óvhatjuk meg az alaphuzatot, hanem egy érdekes kárpitkombinációval a bútorzat összhatását is attraktívabbá tehetjük.
Részkárpitozások
 Bútordarabjaink
kárpitozása a kényelmünket szolgálja, és esztétikai hatása is
vitathatatlan. Ám ez állandó változást is jelent. Ami
nagyszüleinknek jó volt, nem biztos, hogy nekünk is ugyanúgy
megfelel. Sőt, biztosan nem. Ezért viszont nem kell minden kommersz
régi bútort kidobni. Még a kettős ágyakat sem, mert némi
részkárpitozással például kényelmes fekhellyé változtathatjuk.
Az ágybetét csere ma már könynyen megoldható, a kemény, már
megkopott ágyfejen (25) pedig saját kezűleg is változtathatunk
(26). Nem kell hozzá más, csupán 20-30 mm vastag lágy habanyag,
az ágytakaróval azonos kárpitanyag, néhány méternyi szegőszalag
és egy jó marék díszszeg (27). A kárpitanyagot hátoldala felől
20 mm széles kartoncsíkkal tűzzük le az ágyfej keretéhez
illesztve (28), majd illesszük helyére a kiszabott habpárnát. A
kárpitot alul feszesre húzva tűzzük ki, majd két oldalon is
kifeszítve rögzítsük le néhány tűzőgép-kapoccsal. A
kapcsokat szegőszalaggal (bortnival) fedjük le, és domborúfejű
díszszegekkel fogassuk le a szövetszéleket (29).
Bútordarabjaink
kárpitozása a kényelmünket szolgálja, és esztétikai hatása is
vitathatatlan. Ám ez állandó változást is jelent. Ami
nagyszüleinknek jó volt, nem biztos, hogy nekünk is ugyanúgy
megfelel. Sőt, biztosan nem. Ezért viszont nem kell minden kommersz
régi bútort kidobni. Még a kettős ágyakat sem, mert némi
részkárpitozással például kényelmes fekhellyé változtathatjuk.
Az ágybetét csere ma már könynyen megoldható, a kemény, már
megkopott ágyfejen (25) pedig saját kezűleg is változtathatunk
(26). Nem kell hozzá más, csupán 20-30 mm vastag lágy habanyag,
az ágytakaróval azonos kárpitanyag, néhány méternyi szegőszalag
és egy jó marék díszszeg (27). A kárpitanyagot hátoldala felől
20 mm széles kartoncsíkkal tűzzük le az ágyfej keretéhez
illesztve (28), majd illesszük helyére a kiszabott habpárnát. A
kárpitot alul feszesre húzva tűzzük ki, majd két oldalon is
kifeszítve rögzítsük le néhány tűzőgép-kapoccsal. A
kapcsokat szegőszalaggal (bortnival) fedjük le, és domborúfejű
díszszegekkel fogassuk le a szövetszéleket (29).A mostanság olyannyira divatos fonott nád ülőbútorok szépek a maguk módján, ám nem mondhatók különösebben kényelmeseknek. Van, aki párnákkal igyekszik az ülésüket "megpuhítani", de ezek könnyen elmozdulnak a helyükről. Stabilabb megoldás, ha a kiszabott habpárnát az ülőfelület keretére erősített vászonhuzattal rögzítjük le. A huzatanyag szélét előbb hátul hosszában kartoncsíkkal tűzzük le, majd a habpárnát a helyére igazítva, a szövetet, vagy vásznat elől és kétoldalt feszesre húzva, tűzőgép-kapcsokkal fogassuk le (30). A látható szegélyek eltisztázásához pedig szegőszalagot ragaszthatunk a szövet szélére (31).
Fekvőbútorainkat, ágykanapénkat különféle tollpárnahatású párnákkal is érdemes kiegészítenünk. Ezek töltőanyaga többnyire molinóhuzatba töltött őrölt hab, ún. pehely-apríték, és felül, vagy mindkét oldalukon szálbundázattal borítottak. Erre kerül fel a szövetből varrt huzat, amelyet általában a saját anyagából kialakított szegély, élszegély foglal keretbe. Ezek általában az ülés és a támla második párnázatának szerepét töltik be, míg a hengerpárnák csak fejtámaszok. Akkor igazán mutatósak, ha alakjuk valóban henger alakú. Kialakításukkor tömörebb hablemezből a hosszanti végeket összeragasztjuk, majd a habpalástra újabb habréteget hengerítve ezt is élben ragasszuk össze, és a habpalást magját habőrleménnyel jól tömjük ki. Erre kell a formavászonból varrt tokot felhúzni, majd a szájösszehúzó zsineggel mindkét vég teljesen lezárható. A szövettok is hasonló kialakítású, csak az összehúzott szájnyílásokat egy-egy nagyobb, behúzott gomb, vagy bojtpajzs mögé rejtsük el.
Az ilyen és hasonló részkárpitozásoknak, kárpitozott kiegészítéseknek tág tere van otthonunkban, ha igényeljük a kényelmet, és meg is tesszük érte, amit kell.
Akit tehát nem riaszt el e szokatlan feladathalmaz, bátran hozzáláthat kárpitozott bútorainak a felújításához, de előtte nagyon alaposan mérje fel, hogy valójában mit képes megoldani, milyen anyagokat kell beszereznie, és főként, hogy megéri-e ezt a nagy munkát magára vállalnia, végig tudja-e csinálni.
Forrás
ezermester.hu
|
Mérettábla
– Az adatok tájékoztató jellegűek!
|
|||||||||
|
Sorszám
|
Mérési
adatok (cm)
|
S
|
M
|
L
|
XL
|
2XL
|
3XL
|
4XL
|
5XL
|
|
1.
|
Mell
|
60
|
62
|
64
|
66
|
68
|
70
|
72
|
74
|
|
2.
|
Vállszélesség
|
52,5
|
54
|
55,5
|
57
|
58,5
|
60
|
61,5
|
63
|
|
3.
|
Karöltő
|
25
|
26
|
27
|
25
|
29
|
30
|
31
|
32
|
|
4.
|
Ujjhossz
|
66
|
67
|
68
|
69
|
70
|
71
|
72
|
73
|
|
5.
|
Nyakrész
szélessége
|
20,3
|
21
|
21,7
|
22,4
|
23,1
|
23,8
|
24,5
|
25,2
|
|
6.
|
Hátoldal
hossza
|
77,5
|
77
|
78,5
|
80
|
81,5
|
83
|
84,5
|
86
|

Állapot:
új
Minőség:
I.o. Anyagösszetétel:
100% poliészter
|
|||||||||
A legegyszerűbb asztali körfűrész készítése
Előfordul,
hogy a műhelyünktől távol lenne szükségünk a körfőrész
asztalunkra, ezt is meg tudjuk oldani, pillanatok alatt. A fűrészlap
döntése itt nem lehetséges, de erre ritkán van szükségünk
amúgy is, de a fűrészlap magassága állítható, így sok
feladatot el tudunk végezni ezzel az egyszerű asztali körfűrésszel
is.
Ha tetszik
akkor kattints légyszíves a "Tetszik" gombra, vagy a
"Megosztás" gombra, hogy még többen láthassák ezt a
cikket. Ha véleményed van a cikkről akkor ne rejtsd VÉKA ALÁ,
írj egy pár sort a "hozzászólásokban"!
Nueva sierra de mesa casera con la sierra circular. Make a homemade table saw with a circular saw.
Sistema elevación para sierra de mesa. Homemade table saw lift
https://www.youtube.com/watch?v=BjBBGHaHtgw&ebc=ANyPxKo26hL0nEy2Q41OFhZf6LO8ghaDNJ-mXdkKcjgb58OPdh39ZgBtiYYJhRuHi9rQpKsSvukc7XoyjpO6d15SiJoOgswO7w
scissor jack table
Cómo hacer una mesa para la fresadora o router portátil. 1ª parte: la estructura.
Cómo hacer una mesa para la fresadora o router portátil. 2ª parte: los detalles.
Cómo hacer una mesa para la fresadora o router portátil. 3ª parte: el acabado.
https://www.youtube.com/watch?v=sQieME7ItyY&ebc=ANyPxKpZYtfVlqScmMM-6aED5IvlmLb_1mxwLQweuDzVEMus6zPmbfhfUZL_h1_fC93wfOZV2Duuza9VOiBVWiucIFxnNhLAkA
como hacer mesa fresado casera
Mesa casera para fresadora / Homemade router table
Guía deslizante para sierra de mesa y tupí. Double sliding router table and table saw fence.
https://www.youtube.com/watch?v=atkknp_juKU&ebc=ANyPxKpzGm3oCkZ3Soxmy8cg-hhnqmM9UexEkM69NA2DtiQNnqNFRuRI7R8SMKMNhwKGVCcyx8AVXrlo-2S6mrFKImpccRV8rg
Extol Prémium Szegező gép, szögbelövő gép
Extol hasítófejsze
Magyar Bushcraft Balta készítése
https://www.youtube.com/watch?v=tz5R2OOJWxs&ebc=ANyPxKotRL8jCpIW1qGUkSz-n_o7du36UMJo4U6m7dSIL16K4RH0Ym46A26HOqrEDDEAlLqe4KUzHNlR3vnlAeqG0MIqubj-qw
Baltanyél stabilizálás
Magyar Bushcraft Balta
14. Kalapálási alapismeretek
15. Kovácsolás - Kézi
https://www.youtube.com/watch?v=9Fp2jbLdXXI&ebc=ANyPxKpjJax2SvqmYC0m99FtMmtbwWZ1ywOjYolZQvytouHIkokoV51MWtXG_UIfeVnmnTcYPPEHJL--44jHhVThqSmC-WTbHw
16. Kovácsolás - Gépi
A tűzi kovácsolás bűvölete
12. Acélok hőkezelése I
13. Acélok hőkezelése II. - Védőgázas és indukciós eljárások
Az edzés alapjai.wmv
Késedzés.wmv
Betétedzés
Hajdúsági késkészítők
Szankovits kések Szentendrén
Vadászkés készítés - Handmade hunting knifes (longer version)
Élezés a dudvában
Mókamiki: Túlélőkés
https://www.youtube.com/watch?v=MShMnxLG464&ebc=ANyPxKoEmywcwi54Cw6Un3uOnV6nSfxqu_nPt7rZPrBB0h92ofFzZutF1oZnenYUx3lX75byKI3VmDQtZL_O9mN8Pmhj6SMcnQ
vihargyufa
Nyírfakéreg fáklya
Az utolsó pákász
Az utolsó pákász II.avi
Pákászat az Ecsedi-lápon
Szabó András, az utolsó kőteleki halász
19kg-os kuttyogatott harcsa HD
Ártéri halászat Kopácson
4 Évszak a Horgászatban... Tavasz
Halászat télen (1998)
Rekesztő halászat - Varsa
A virágkötészet fő stílusai, irányzatai
Viragkötészet 2015. február
Router table Part 3 of 3: The Fence
Router Table Lift and Accessories a woodworkweb video
Homemade router lift
https://www.youtube.com/watch?v=LDQ5j9a2dvY&ebc=ANyPxKrZJf1TVIbKqZCgoicl0TaevhFq_LXMKcdPeIMlD5BrOvPVCfq6SkNpjR2ATJRlclrhfEi-juDWBdYrqDPp_Gl5o4ALVQ
How to make a plunge router lift
How to make a router table with lift
DIY Electric Router Lift. The next generation on router tables
Mesa casera para fresadora / Homemade router table
Guía deslizante para sierra de mesa y tupí. Double sliding router table and table saw fence.
Cómo hacer una guía de corte de sierra de mesa - How to make a cutting guide table saw
https://www.youtube.com/watch?v=G5FCD7A7fQA&ebc=ANyPxKqGYWsL5pWU1cy0ZkLY0tJOIxjFNJZs7-CoRsJBqpFW8CyVNomZG5ZaetAGKA4tCV68CKjVGbb6mXqJtzM--Yo8gQxzqQ
Home Made Router Table & Table Saw
Making a Portable Workshop - Part 1
Making a Portable Workshop - Part 2
Making a Portable Workshop - Part 3
Making a Portable Workshop - Part 4 (Accessories)
Making a Portable Workshop - Part 5 (Accesories)
Making a 3D Router (Part8)
3D Router, when a CNC machine is overkill.
Making a 3D Router (Part1)
https://www.youtube.com/watch?v=srq9sA9lfxM&ebc=ANyPxKoY9wnhHGkQxIzD-aTT3Nlp6usJJK-EmrT81hr31uFwu1TrfjNXHmDxs7a3EVYctOurV3ngzVu6ttSzumNCmudAHgIDcQ#t=5.729478
Making a 3D Router (Part2)
Making a 3D Router (Part3)
Making a 3D Router (Part4)
Making a 3D Router (Part5)
Making a 3D Router (Part6)
Making a 3D Router (Part7)
Making a 3D Router (Part8)
https://www.youtube.com/watch?v=ae8Lgmv_slw&ebc=ANyPxKq8MpqhkqO3Qj3CCwdZ2obM2_Nk4cmugHl6olHeYD882PYS-cSUhgDgTQSu3_RU8dWgYRyQ2cbQWg-RXrplH2Lf7g2f0g
How it works Router & Saw table Part2
How it works Router & Saw table Part3
How it works Router & Saw table Part4
Multifunction Table Make-PART 1-Table saw, Router table, Plane table, Jigsaw table.
https://www.youtube.com/watch?v=O2WqsG7f12A&ebc=ANyPxKojL_VIqeRBXEKRSXC7etwJKnb_VKViedemDfTteliM6eOmnK5QNOQaJzkMsmN3jPC32sVLr1o8YNnVSBzKmno-06cy2Q
Multifunction Table Make-PART 2-Table saw, Router table, Plane table, Jigsaw table.
Homemade Table Saw
Home Made Router Table
DIY Workmate router table
*mkds home made router lift electric (ηλεκτρικη ρύθμιση για τραπέζι ρούτερ)
How To Build A Router Table With A Simple Router Lift
Homemade router table with router lift and split fence
https://www.youtube.com/watch?v=xpeM_uzDsZs&ebc=ANyPxKodCSZHn2O-1RVnkBfZoU14GOTh2HmU4ULaNy7-b2LpQEqUD89lhc28ju306ea_52r7JzTCmKAbPwmfYpUax7992MW76w
Shop Made Router Lift and Table
Csőhajlító
Kapunyitó, Door opening
Hasítórugó
https://www.youtube.com/watch?v=pAtZ6QcbRZE&ebc=ANyPxKquVbeEH9pBNiAFdbqD7RpaV4Kp2Ku-XDCH5gb0Lue5V7J_LB4nH16YuzbfLNpWlrhahpZaNlY8-KymCB5iXqhAPEoADw
Saját készítésű fahasító II. (Hand-operated splitter II. )
Fűrészelő kocsi
Rönkvágó szalagfűrész házilag | Homemade logger bandsaw
Házi szalagfűrész, ha csak néha kell. Strojcad SCAD 700
Szalagfűrészforrasztás.mpg
HÁROMFÁZISÚ MOTOR EGYFÁZISRA (220 Volt)
Távirányító javítás és felújítás
Dögledezik a kamerám, laptop problémák, tablet kiegészítők
Boncasztal EXTRA: Mikrosütő
BONCASZTAL 7: Lézernyomtató
BONCASZTAL 4: Digitális fényképezőgép
Digitális fotózás - Objektívek jellemzői
Objektívek a gyakorlatban
Fotóvonal: Az autofókusz módok
Fotóvonal: Élesség, mélységélesség
Tárgyfotó: kölnis üveg ( Dékán István )
https://www.youtube.com/watch?v=YD3VU05Heus&ebc=ANyPxKozTdonhor1Vq3EZ-2Gr6MmDkUUkg-Ccqo_i0nMVLMMqzsPIDSb_HuewRffuhtx8QXQHviNOAAECiYJyPICZ2fV3rZy5Q&nohtml5=False
Tárgyfotózás: teljes lecke kezdőknek
Hobbi fúrógép átalakítás
Késélezés, szerszám, véső élezés / Whetting knives, tools, chisels. www.keselezes.info
Késélezés házilag élezőkővel
nagymeretu konyhai kes keselezes
hasznosTV - Hogy élezzem a késem?
14. Kalapálási alapismeretek
https://www.youtube.com/watch?v=xV2yMyZZ4lU&ebc=ANyPxKpaW-YGKE2iIJsF95yoZz1dXJoGtxvmWM-pcR_yAjm-aC4QAdoPVPVSyaEuWwWik7RAkihRA8jBStL_PHLkLJFf9niCkA&nohtml5=False
Magyar Bushcraft Balta készítése
https://www.youtube.com/watch?v=tz5R2OOJWxs&ebc=ANyPxKpaW-YGKE2iIJsF95yoZz1dXJoGtxvmWM-pcR_yAjm-aC4QAdoPVPVSyaEuWwWik7RAkihRA8jBStL_PHLkLJFf9niCkA&nohtml5=False
Ásógép házilag.avi
Ásógép 2
Csodafűtés bemutatása (www.csodafutes.5mp.eu)
Indukciós Kazán működési elv 1. 50% Fűtésmegtakarítás
Indukciós kazán működési elv 2. 50% Fűtésmegtakarítás
Ingyen energia?
Tiltott találmányok
VNTV - A magyar TESLA - Égbe kiáltó találmányok felhasználás nélkül -- Csefkó Pál Tamás, Jakab I.
A fizika spiritisztája I. rész - Csefkó Pál Tamás, Jakab István
A fizika spiritisztája II. rész -- Csefkó Pál Tamás, Jakab István
VNTV - A magyar TESLA - Égbe kiáltó találmányok felhasználás nélkül -- Csefkó Pál Tamás, Jakab I.
Ugye milyen gondolatok
kavarognak itt , ezt a zsidó médiában nem élheted meg . A
gondolatok összeállnak csak jártatni kell az agyunkat , hogy
lássunk is , ne csak nézzünk !
Titkok Nyomában 01
Titkok Nyomában 02
Titkok Nyomában 03
Titkok Nyomában 04
Titkok Nyomában 05
Titkok Nyomában 06
Titkok Nyomában 07
Titkok Nyomában 08
Titkok Nyomában 09
Titkok Nyomában 10
Titkok Nyomában 11
Titkok Nyomában 12
Titkok Nyomában 13
Titkok Nyomában 14
Titkok Nyomában 15
Titkok Nyomában 16
Titkok Nyomában 17
Titkok Nyomában 18
Titkok Nyomában 19
Kalmár János
EU go home - mi lesz azon a napon, amikor kilépünk az EU-ból? - Dr. Drábik János, Jakab István
Homemade Table Saw - Part 1 - DIY Motor Mount & Adjustable Bed
Homemade Table Saw - Part 2 - DIY Sledge, Runners & Mitre Slots
Homemade Table Saw Sledge - Part 3 - Lead Screw, Fence Stop & Finger / Comb Joints Jig
Homemade Table Saw Sledge - Part 4 - Jig to build Tetrahedrons and Pyramids
tolómérő
derékszög
How To Fix A Try Square
derékszögek
Easy to make mini speed square
élsorjázó
Easy to make chamfer plane
sarok befogó
Easy to Make Jig and How to Build Boxes with Decorative Splines
csapoló klszűlék
Building a simple box joint jig // ILTMS LIVE - 4/13/16
csapoló sablon
How To Make The Advanced Box Joint Jig (from MDF)
fürészek, és marógép asztal
Homemade table saw with built in router and inverted jigsaw 3 in 1
fürész asztal kiegészítés
Modular Mobile Table Saw Station
fürész asztal
Table saw sled. Innovative solution. 3 in 1 workbench
fiókos szekrény
Tool Cabinet / Workbench BUILD
satu pad
my dream work bench
szerszámok élezése karbantartása
Hand tool projects & tips for the beginner woodworking
szerszámtartó szekrény
Making a tool cabinet for beginners woodworking
munka asztal
Modified Paulk Workbench - 203
munka asztal
Paulk Workbench Changes - 205
munka asztal szekrénnyel
Outfeed / Assembly Workbench with Drawers 033
munka asztal
Quick-Clamp Vice for the Workbench
munka asztal
Paulk Homes Plywood Work Bench Created with Amana Tool Industrial Saw Blade & CNC Router Bits
munka asztal
Customized Paulk Workbench 2
munka asztal
My Version of MFT Workbench
munka asztal
Precise Driling of MFT tabletop Holes
munka asztal
How to Make an MFT Table Top with LR 32
kötzők fából
010 - drawing circles
satu üllőke
007 - shop stool build off
állítható bak , és üllőke
Building a Double Duty Shop Stoo
munka pad állvány mobil elemekből
http://www.basswoodmodular.com
mobil bak, és gérvágó állvány
Sawhorse "The Ultimate Folding Sawhorse" Shopdog
össze csukható bak
World's Best Folding Sawhorse
Állítható szorító fából
Homemade Heavy Duty Bar Clamp
anyag szorító a fűrész géphez
Table saw clamp
gérvágó állító
Wooden Miter Gauge for Table Saw
vágó kaloda derékszögű vágás biztosításához
How To Build A Table Saw Sledge / Sled - with Flip Stop Guide
u az csak ez csapolni is tud
Woodworking Project - How to Make a Dado Sled for the Tablesaw
állító szekrény
"How To" Turn a Crappy Table Saw into a Good One
toló asztal 45 fok
PERFECT Miters With A Table Saw Miter Sled - 145
toló asztal
Four-side tapering jig
u az.
Make a Tapering Jig for the Table Saw
görbe anyagok vágása
Flatten timber with your table saw. Homemade table saw sawmill jig.
Large Picture Frame to Benefit the Make-A-Wish Foundation
osszecsukható munkapad
How To Build A Workbench Out Of 2x4 and Plywood - That Folds Up
Asztal
HD Workbench - How To Build It - DIY Customized
öntő üst köpeny
Make it Extreme's Workbench
öntő üst II.köpeny
Metal Melting Furnace
Csőhajlító gép
Homemade Metal Bender
fürész maró asztal
PAULK WORK BENCH II
mobil körfűrész asztal
Building the Paulk Workbench: Part 1 Getting Started breaking down the plywood.
u az II. az alkatrészek legyártása
Building the Paulk Workbench: PART 2 MAKING SAW HORSE PATTERN
u az III.
Building the Paulk Workbench: PART 3 USING PATTERN TO ROUT SAW HORSES
u az IV.
Building the Paulk Workbench: PART 4 MAKING THE SIDES AND SPREADERS
u az V.
Building the Paulk Workbench Part 5: Layout and detail top including boring the holes.
u az VI.
Building the Paulk Workbench PART 6: BEGINNING THE ASSEMBLY OF TOPS
u az VII.
Building the Paulk Workbench PART 7: THE CONNECTOR BOLT ASSEMBLY
u az VIII.
Building the Paulk Workbench PART 8: INSTALLING THE TABLE SAW PIPE GUIDES AND PIPES
u az IX.
Building the Paulk Workbench PART 9: BACKING AND DETAILING
u az X.
Building the Paulk Workbench PART 10: DADOS AND ROUTER PLATE
u az XI .
Building the Paulk Workbench PART 11: INSTALLING THE BOTTOMS and PREPPING FOR SAW HORSES
u az XII.
Building the Paulk Workbench PART 12: TABLE SAW MOUNTS FOR DeWALT DW744
u az XIII.
Building the Paulk Workbench PART 13: Router Fence
szállítása
Portable Woodshop Tour
gér vágó beépítése
Multifunction Cutting Table in the Portable Garage Woodshop
guruló kiegészítő asztal
Ultimate Track Saw Workbench
Szétszedhető mobil munka asztal
My Version of MFT Workbench
asztallap kikészítése munka lappá
Precise Driling of MFT tabletop Holes
asztallap méretre szabása
How to Make an MFT Table Top with LR 32
DIY MFT build with a Template and pegboard
Feddie-Stool MFT (Multi Function Table)
P-MFT Portable Multi-function Top
WeaselWood #3 [English] Routertable
Csapolósablon készítése
Asztalos
csapolások sokfélék vannak, de az egyik legismertebb csapolás az
egyenes csaphornyos csapolás. Kézi fűrésszel, vésővel és
kalapács segítségével is el tudjuk készíteni az ilyen
csapolásokat de elég időigényes nagyon nagy pontosságot igényel.
Ha
van egy asztali körfűrsz gépünk akkor célszerű egy
csapolósablont készíteni.
Ennek
segítségével percek alatt elkészíthetjük például egy fa
szekrény vagy egy fiók oldalafalinak csapolását. Egyszerre
akár több oldalfalt is befoghatunk a csapolóba így akár a fiók
4 oldalfalán egyszerre késíthetjük el a csapolásokat.
A csapolósablon előnyei:
- Sokkal gyorsabban és pontosabban elkészíthetjük az ilyen csapolásokat ha készítünk hozzá egy csapolósablont és az asztali körfűrész géppel vágjuk ki a csapokat.
- Nincs szükség sem vésőre sem kalapácsra sem kézifűrészre.
- Mindig ugyanolyan pontosak lesznek az elkészült csapok.
- Több deszkát is összefoghatunk egyszerre a sablonba és így még termelékenyebb a csapolások elkészítése.
- Egy vágási munkafolyamatban tudjuk elkészíteni a jobbos, illetve a balos csapolásokat, ezek azután tökéletesen illeszkednek egymáshoz.
- Magunk határozhatjuk meg, hogy milyen széles fogakkal készüljenek a csapok ami nagyon nagy előny a fix sablonokhoz képest, így akár kis fiókok oldalfalait vagy akár nagy ládák csapolásait is el tudjuk készíteni.
- A meglévő asztali körfűrészgépünk fűrészlap vastagságához igazodhatunk, több áttétel elkészítése esetén variálhatjuk azokat tetszésünk szerint.
- Nem lesz szükségünk előrajzolni a csapokat, így rengeteg időt spórolunk meg.
Először
is pontosítsuk, hogy hogyan is fog majd kinézni az elkészült
csapolás. Az ábrán látható csapolást tudjuk majd elkészíteni
a sablon segítségével.

A
csapolósablon eredeti tervrajzait megrendelhetjük 12$-ért Matthias
Wandel honlapjáról itt. A
megrendelhető tervrajzok igen részletesek, mm beosztás szerint
vannak méretezve, kivétel a menetes szár, illetve az anyák, mivel
azok angolszász inch mértékegységűek. Ezért az általam
elkészített módosítások már mm mértékegységűek, ezeket a
későbbiekben részletezem. A tervrajzok a Google screchup
ingyenesen letölthető tervező programban készültek, a megkapott
tervrajzokat is ebben a formátumban kapjuk meg.
Először
is mérjük meg, hogy a fűrészgépünk fűrészlapja hány mm-ert
tud maximálisan függőlegesen kiemelkedni az asztal síkjából.
Erre azért van szükség mert ha ebből a magasságból levonjuk a
sablon alaplap rétegelt lemezének vastagságát akkor megkapjuk,
hogy milyen mélységű fogakat tudunk majd vele készíteni, illetve
milyen vastag lehet a maximális deszka vastagság amit még csapolni
tudunk majd. A cél az, hogy minnél nagyobb magasságú csapokat
tudjunk készíteni,A továbbiakban a magam által elkészített
sablon fotóin fogom megmutatni, hogyan készült.
Pld
ha a fűrészgépünk fűrészlapja mondjuk 75mm-re tud kiemelkedni,
és mondjuk 10mm vastag rétegelt lemezből készítjük az alaplapot
akkor 75-10=65mm lesz a maximálisan elkészíthető deszkák
vastagsága. Ez már bőségesen elég 5 cm pallók
megmunkálásához is. Az alaplapot készíthetjük vékonyabb
rétegelt lemezből is, de az sem jó ha túl vékonyat választunk
mert akkor a sablon merevsége fog csökkenni. A legvékonyabb
rétegelt lemez amit még erre a célra ajánlok az a 6mm-es, még ez
is megfelel.
Az
alaplap mérete: 76*38cm-es. Nagyméretű talpas T vonalzóval
rajzoljuk át először a tervrajz szerint a méretre kivágott
alaplapra a méreteket, vonalakat, furatok helyét. A furatokat
2-2.5mm-es fúróval fúrjuk ki és az alsó oldalon süllyesszük ki
a furatokat annyira, hogy a süllyesztett fejű facsavarok feje ne
álljon ki a felületből. A facsavarok hosszméretét úgy
határozhatjuk meg, hogy az alaplapunk vastagságának háromszorosát
vesszük majd felkerekítjük a legközelebbi kereskedelemben kapható
méretre. Tehát minimum 2/3 rész legyen ami majd tartja az
alaplapot a másik anyagban. Pld 10mm-es alaplap vastagság esetén a
30mm-es hosszúságú facsavarok már megfelelnek.

A
tervrajz szerint a külső és a belső doboz oldalfalai tömör
fából készülnének, nekem nem volt otthon ehhez megfelelő
vastagságú anyagom, így azt találtam ki, hogy szétbontok pár
rétegelt lemez ládát amit a melóhelyről mentettem meg az
elégetés elöl, és ebből az újrahasznosítható rétegelt
lemezből készítem el a dobozok oldalfalát.
Először
is a rétegelt lemezből csíkokat vátam asztali körfűrész gépen.
Ezekből lesz a külső láda oldalfala.
A
bontott rétegelt lemez 10,15 és 18mm vastagságú volt, így pld.
az oldalfalakhoz szükséges 30mm-es vastagságot 2 réteg 15-ös
rétegelt lemez összeragasztásával állítottam elő. Először
durván kivágtam a méreteket, ráhagyva pár millimétert. A
rétegelt lemez feldarabolásakor derült ki, hogy elég silány
minőségű belül, helyenként több 10 cm-es hosszon hiányzott egy
egy belső réteg ami a képen is látszik. Ezt a rést feltöltöttem
fűrészpor és faragasztó keverékével jó alaposan beletömködve
a résbe. A 24 óra száradási időt kivártam mert nem szerettem
volna ha a két rétegelt lemez összepréselésekor a hibás
részeken behorpadjon a rétegelt lemez a szorító nyomása alatt.
 A
rétegelt lemez felületét szépen megcsiszoltam a ragasztás elött,
így el tudtam távolítani az oda nem illő szennyeződéseket.
A
rétegelt lemez felületét szépen megcsiszoltam a ragasztás elött,
így el tudtam távolítani az oda nem illő szennyeződéseket.
D4-es
vízálló Patex faragasztóval kentem meg a felületet, szépen
egyenletesre elhúzva egy műanyag simító lappal, majd alaposan
összeszorítottam az összeillesztett felületeket.

A
ragasztó egy kis része kifolyt a préselés során, ezt még
frissiben letöröltem száraz ruhával.

Az
egyik hosszabb oldalfal rétegeinek összeragasztása után vettem
csak észre, hogy ott is van egy folytonossági hiány a rétegelt
lemez belsejében, de az szerencsére nem volt mély, így a szorítók
már nem deformálták el a felületet. Minden szorító alá egy
darabka hulladék fát raktam, hogy a szorító ne hagyjon nyomot a
felületen.
Ne
sajnáld a szorítókat, legalább 10cm-enként tegyél egyet ha nem
szeretnéd, hogy a ragasztás után hullámos legyen a felület. Amíg
szárad a ragasztó addig elkészíthetjük a csapolósablon
fogantyúját. Ehhez gőzölt bükk anyagot használtam mert ez volt
kéznél keményfából és ez a kis darab amúgy is csak hulladék
volt, de erre a feladatra tökéletesen megfelel.

A
rajz szerinti méreteket felrajzoltam a fára, majd egy forstner
fenékfúróval állványos fúrógépen elkészítettem rá 2
lyukat, majd szalagfűrésszel kivágtam.

Az
asztalba épített felső maróval szépen lekerekítettem körbe.
Nagyméretű rádiuszmaróm még nincsen a készletemben így egy
profilmarót használtam hozzá.
Akinek nincs
ilyen asztalba épített marógépe, az használhat ráspolyt is a
lekerekítések elvégzéséhez.

A házi
készítésű tárcsacsiszológépemen utána szépen megcsiszoltam a
felületet.

A
fogaskerék áttétel állítható felfüggesztést kap, ezért a
külső doboz előlapjához az anyagokat úgy szabtam le és
ragasztottam össze, hogy ne kelljen kifűrészelni vagy kimarni a
fogaskerék helyét. Az asztalba épített felső maróval egy 8-as
egyenes marószárral 2 hornyot martam az állítócsavar részére.
Itt eltértem
a tervrajztól, mivel a tervrajzon csak egy horony van. Igazából
azért készítettem a 2 horonyt, mert úgy gondoltam, hogy így
elfordulás mentesen tudom majd rögzíteni a nagy fogaskereket tartó
tömböt. Utólag kiderül, hogy felesleges a 2 horony a csavarnak,
hiszen a rajzon szerepel ott egy vájat is ami az elfordulás ellen
biztosít, csak ezt később vettem csak észre. A két horony
közötti vájat biztosítja ezt a feladatot, így ezt is bemartam a
felső maró asztalon egy 4-es egyenes marószárral.
 A
menetes szárat nem akartam közvetlenül a fa keretbe fúrva
megvezetni, hiszen a használat során elég hamar kikoptatta volna a
furatot a menet, így készítettem egy csapágyat is egy hulladék
danamit anyagból. Először készítettem bele egy 10.2 mm-es
furatot, majd a lyukba beledugtam egy 10-es csavart és a
tárcsacsiszoló gépen lecsiszoltam 25.5 mm átmérőjűre úgy hogy
a csavaron forgott a danamit darabka. Így viszonylag szépen középen
is van a furat. A külső doboz bal oldali oldalfalába a rajz
szerint elkészítettem a furatot, de itt 25-os forstner fenékfúrót
használtam mivel a csapágyat ide akartam beépíteni. A danamit
csapágy így még nem fért bele a lyukba, mert hagytam rajta
biztonsági tartaléknak 0.5 mm-ert mivel nem tudtam, hogy ez az új
forstner fúró mennyire fog majd ütni és milyen lesz a kész furat
átmérője. A tárcacsiszoló gépen még annyit vékonyítottam a
külső átmérőjét a csapágynak, hogy az jó szorosan bele
lehessen préselni a furatba, így nincs szükség a csapágy külön
rögzítésére. A rajzon egy befűrészelés fut a furatig, és
felülről egy facsavarral lehet összehúzatni a befűrészelt
részt, ezt így el tudtam hagyni. Ennek a megoldásnak az az előnye,
hogy ha kikopik a csapágy furata akkor nem kell az összeragasztott
külső dobozt szétbarmolni, hogy új oldalfalat csináljak, a
csapágyat ebben a megoldásban egyszerűen ki tudom préselni és
egy másikat rakhatok a helyére.
A
menetes szárat nem akartam közvetlenül a fa keretbe fúrva
megvezetni, hiszen a használat során elég hamar kikoptatta volna a
furatot a menet, így készítettem egy csapágyat is egy hulladék
danamit anyagból. Először készítettem bele egy 10.2 mm-es
furatot, majd a lyukba beledugtam egy 10-es csavart és a
tárcsacsiszoló gépen lecsiszoltam 25.5 mm átmérőjűre úgy hogy
a csavaron forgott a danamit darabka. Így viszonylag szépen középen
is van a furat. A külső doboz bal oldali oldalfalába a rajz
szerint elkészítettem a furatot, de itt 25-os forstner fenékfúrót
használtam mivel a csapágyat ide akartam beépíteni. A danamit
csapágy így még nem fért bele a lyukba, mert hagytam rajta
biztonsági tartaléknak 0.5 mm-ert mivel nem tudtam, hogy ez az új
forstner fúró mennyire fog majd ütni és milyen lesz a kész furat
átmérője. A tárcacsiszoló gépen még annyit vékonyítottam a
külső átmérőjét a csapágynak, hogy az jó szorosan bele
lehessen préselni a furatba, így nincs szükség a csapágy külön
rögzítésére. A rajzon egy befűrészelés fut a furatig, és
felülről egy facsavarral lehet összehúzatni a befűrészelt
részt, ezt így el tudtam hagyni. Ennek a megoldásnak az az előnye,
hogy ha kikopik a csapágy furata akkor nem kell az összeragasztott
külső dobozt szétbarmolni, hogy új oldalfalat csináljak, a
csapágyat ebben a megoldásban egyszerűen ki tudom préselni és
egy másikat rakhatok a helyére. 
A
külső doboz oldalfalait szépen megcsiszoltam, ügyeltem arra hogy
a végek szépen derékszögletűek legyenek mindenhol, majd
összeállítottam az alaplapra egy próba erejéig. Az alaplaphoz
szorítókkal rögzítettem az oldalfal elemeit, ellenőriztem, hogy
a két hosszú oldal nagyon pontosan párhuzamos legyen. Ezek után
az alaplap alsó oldaláról átfúrtam a csavarok helyeit a rajz
szerint. Az előfúráshoz 2.5 mm-es fúrót használtam és 4 cm-es
facsavarokat hajtottam bele. Ha előfúrás nélkül csavarnám bele
a csavarokat a rétegelt lemez rétegei közé akkor a csavar
szétfeszítené a rétegeket.

Az
előlapot 2.5 mm-es fúróval átfúrtam a facsavarok részére, majd
próbaként összecsavaroztam. Szépen illeszkednek az oldalfal
elemei, egyelőre itt még nincsenek összeragasztva a külső doboz
oldalfalai, azt majd később tervezem elvégezni ha minden szépen
összeáll ahogy szeretném.

Az
előlapra a rajz szerint kimértem a fogantyú helyét, a szokásos
módon előfúrtam, majd felszereltem a fogantyút véglegesen 2 db 6
cm hosszú vékony facsavarral.

A
furatokat minden esetben kisüllyesztettem egy 90 fokos süllyesztő
fúróval, hogy ne kelljen cserélgetni állandóan a fúrógépben a
szerszámokat így 3 db öreg akkumulátoros fúrógépet használtam,
de csak 2 db még használható akkumulátorom van, így az egyik
állandóan a töltőn van, a másikat meg villám gyorsan át tudom
rakni bármelyik gépbe.
Kezdhetem
a belső doboz elkészítését.

A belső
dobozt a külsőhöz hasonlóan 2 réteg 15mm-es rétegelt lemezekből
összeragasztott, immár 30mm vastag anyagból készítettem. A belső
doboz hátfalára az összeragasztás előtt egy hornyot martam a
maróasztalon, ebbe a horonyba fog majd befeküdni a külső doboz
felső peremére szerelt vezető. Ez tulajdonképpen egy csúszó
horony. A mélysége 10mm és a magassága 15mm, így a 15mm-es
vastag rétegelt lemez vezető szépen beleillik. Igyekeztem nagyon
pontosan kialakítani ezt a hornyot, hogy ne kotyogjon, illetve ne
szoruljon. A horonyba a terveim szerint úgy akarom berakni a
vezetőt, hogy arra előtte öntapadós teflon szalagot ragasztok. Ez
sokkal sikamlósabb csúszást biztosít majd. Természetesen a
horony kialakításánál ennek a teflon szalagnak a vastagságát is
figyelembe kellett vennem.

A
belső doboz előlapján is van egy csúszó horony, de ez 45 fokos
szögbe le van marva. Külön
anyagból készítettem el a horony felső és alsó részét, ezeket
utólag ragasztottam fel a belső doboz előlapjára. Erre
azért volt szükség, mert így sokkal pontosabbra ki tudtam
munkálni a hornyot, ha netán elrontom, akkor kevesebb anyag megy
pocsékba. Ezzel
a szorulást is és a lötyögést is el tudom majd kerülni,
valamint a kopásból eredő után állításra sincs szükség,
mivel ha megkopott a teflon szalag akkor egyszerűen kicserélem.

A
megvezetőket elkészítettem, az éleit szépen megcsiszoltam
simára, hogy jól csússzon majd a teflonon, belepróbáltam a
hornyokba. Ezek után felragasztottam a hátsó megvezetőt a
külső dobozra. A képen itt még jól látszik a teflonszalag a
megvezetőn, de rájöttem, hogy innen könnyen leválhat, ezért
utána az U horonyba ragasztottam be a teflonszalagot

Az
elülső ék alakú megvezetőt is felragasztottam a külső dobozra,
még a ragasztó friss állapotában pontosan a helyére tudtam
nyomni, közben ellenőriztem folyamatosan, hogy a belső doboz
tökéletesen csússzon a megvezető mindkét végénél is. A
belső dobozra felragasztott ékpálya alatti részen látszik, hogy
ott van egy lépcsős rész, erre azért van szükség, mert a
menetes szár ezen a részen fog forogni.
Ezzel
gyakorlatilag elkészültem a csapolósablon szerkezeti részeivel,
már csak a meghajtást kell hozzá elkészíteni. A meghajtás
2 db fa fogaskeréken keresztül történik. A fogaskerekek készítése
bonyolultnak tűnik de annál egyszerűbb. Először is már a
tervezés fázisában kiszámoltam, hogy milyen áttételre lesz
szükségem. A belső dobozt egy M10-es menetes szár fogja mozgatni,
ennek a menetemelkedése 1.5 mm/fordulat. A fűrészgépembe 2.8
mm-es vastagságú fűrészlap van, a fogterpesztés miatt 3mm széles
vágást készít. Tehát ha 2:1-es áttételt készítek, akkor a
hajtókarral 1 fordulattal a belső doboz 3mm-el fog odébb mozdulni.
A
fogaskerekek fogszámát 16 és 8 fogúra terveztem. Matthias Wandel
honlapján van egy fogaskerék
készítő programocska amivel
el lehet készíteni fogaskerekek méretezését és a fogaskerekek
1:1-es méretben ki is lehet nyomtatni. Ebben a programban be lehet
állítani, hogy mekkorák legyenek a fogak nagysága, így a
fogaskerék átmérője ez alapján változik. Figyelni kell arra,
hogy a kis fogaskerék átmérője mekkora, mivel el kell férnie a
belső dobozban. A külön-külön A4-es papírra kinyomtatott
fogaskerekek egy raszterhálóval kerültek kinyomtatásra, ezzel
ellenőrizni lehet a raszterháló méretét aminek 1*1 cm-esnek
kellene lennie.
 Sajnos
az én nyomtatóm drivere elég buta, nem lehetett beállítani
kicsinyítés vagy nagyítást a nyomtatásnál, így kb. 2 mm-el
kisebbek lettek a kinyomtatott fogaskerekek átmérői de ez nem okoz
gondot, mivel mindkét fogaskerék méreténél ugyanannyit csal a
nyomtatóm. A kinyomtatott és körbevágott fogaskerék mintákat
10mm vastag rétegelt lemezre ragasztottam fel faipari ragasztóval.
Sajnos
az én nyomtatóm drivere elég buta, nem lehetett beállítani
kicsinyítés vagy nagyítást a nyomtatásnál, így kb. 2 mm-el
kisebbek lettek a kinyomtatott fogaskerekek átmérői de ez nem okoz
gondot, mivel mindkét fogaskerék méreténél ugyanannyit csal a
nyomtatóm. A kinyomtatott és körbevágott fogaskerék mintákat
10mm vastag rétegelt lemezre ragasztottam fel faipari ragasztóval.
A
fogaskerekeket először durván kivágtam dekopír fűrésszel, majd
a közepükbe egy 2mm-es lyukat fúrtam. Ezen átdugtam egy 2mm
vastag szeget amit beleütöttem egy másik rétegelt lemez
hulladékba. Ezt a hulladékot szépen oda tudtam vezetni a
szalagfűrészhez, amikor a fűrészlap elérte a fogaskerék külső
méretét akkor szorítókkal lerögzítettem a fűrészgép
asztalához a hulladék lemezt. A fogaskerekeket így nagyon szép
szabályos kör alakúra ki lehet ezek után fűrészelni.

A
fogak kifűrészelése a szalagfűrésszel történik. Mivel a 2
fogaskerék 90 fokra elforgatva van egymástól ezért a fogakat
kúposra kell kifűrészelni. Ez úgy oldjuk meg, hogy a fűrészgép
asztalára egy rétegelt lemezt rakunk amit az egyik oldalán
alátámasztjuk és ezen vezetjük a munkadarabot. Először a fogak
egyik oldalát kell kivágni, majd az alátámasztást a másik
oldalra kell berakni a rétegelt lemez alá ugyanolyan távolságra a
fűrészlaptól és akkor kivághatjuk a fogak másik oldalát. Ha
ezzel végeztünk mindkét fogaskeréken akkor már vízszintes
asztalon kivághatjuk a fogakat teljesen. Az alátét rétegelt
lemezt 2 db rugós csipesszel rögzíthetjük a fűrészgép
asztalához. A fogak kifűrészelése előtt kifurkálhatjuk a
fogak belső sarkait, így kevesebbet kell majd reszelnünk.
A
fogaskerék készítés lépéseiről van egy jó bemutató videó. A
kifűrészelt fogaskereket satuba fogva szépen megreszelhetjük
egyenletesre a fogakat, így a fűrészelési hibákat is el tudjuk
tüntetni. A fogaskerekek közepére 1-1 10 mm-es lyukat fúrunk,
majd lecsiszoljuk a felragasztott sablon papírt. A kész
fogaskerekek fogait kenjük át felhígított faragasztóval azért,
hogy ha valahol a gyári rétegek összeragasztása hibás akkor
összefogja majd a ragasztónk a rétegeket a fogaknál. Így nem fog
olyan könnyen kitörni a foga.

Már
csak egy szerkezeti elemet kell elkészítenünk, ez pedig az áttétel
nagy fogaskerekét tartó kockát. Ez a kockában felülről van egy
lyuk, ebben egy 10-es csavar és ezen a csavaron forog a nagy
fogaskerék. A kockába először elkészítjük az összes furatot,
majd a rajz szerint kifűrészeljük kb. az 1/4-ét.

A
kifűrészelésnél eltűnt kb. 2mm anyag miatt a felső lyukak
is szűkebbek lesznek. Ez fogja majd megszorítani, illetve
berögzíteni a felső lyukba bedugott fogaskerék tartó csavart.
 Most
már összeépíthetjük a mozgató mechanikát. Szereljük fel a
menetes szárra a kicsi fogaskereket, nagyméretű 10-es alátétekkel
biztosítsuk az egyenes futását.
Most
már összeépíthetjük a mozgató mechanikát. Szereljük fel a
menetes szárra a kicsi fogaskereket, nagyméretű 10-es alátétekkel
biztosítsuk az egyenes futását.
Felszerelhetjük
a nagy fogaskerék állító kockát, a rögzítésre hosszú
kapupántcsavart és szárnyas anyát használtam egy erős alátét
közbeiktatásával. Ha meghúzom a szárnyas anyát akkor
szépen megszorul a kockába felülről beledugott M10-es csavar és
stabilan tartja a fogaskereket.

A
kocka megvezetésére egy kis fadarabot kell belecsiszolnunk a résbe,
a fadarab lehet szintén rétegelt lemezből. A hossza a kocka
hosszával egyezzen meg. A külső doboz előlapjában lévő
horonyba ragasszuk be a vezetőt.

Az
eredeti tervrajon szerintem túl bonyolultan van megoldva a belső
dobozra az M10-es T anya felszerelése, ezt sokkal egyszerűbben
oldottam meg. Az anyát egy rétegelt lemez darabra felcsavaroztam,
majd a rétegelt lemezt a doboz oldalára. Nem martam be a lemez
helyét a belső dobozba, mert az szerintem felesleges.

Készítsünk
egy nekünk kézreálló forgatógombot amit a nagy fogaskerék
forgatására fogunk használni Én ehez a barkács üzletekben
kapható kész fa gombot használtam, ez keményfából van, jól
bírja a terhelést, így a facsavar sem szakad ki belőle.

Ezzel
gyakorlatilag elkészültünk a csapoló sablon mechanikájával, már
csak az alaplap aljára kell 1 vagy 2 db vezetőt felszerelnünk ami
a fűrészgépünk asztalának a hornyához kell méreteznünk. Erről
nincsenek fényképeim. Arra kell ügyelnünk a vezetők
felszerelésénél, hogy a csapoló sablonunk belső dobozának az
elülső fala pontosan merőlegesen essen a fűrészlapra. Ehez
találjunk ki valami módszert amivel le tudjuk tesztelni a
derékszöget, ha nincsen elég nagyméretű derékszögünk.
Legvégül
itt van egy videó, hogyan kell használni a csapolósablont. A
bemutatót Matthias Wandel tartja.
Box joint jig with screw advance
How to Make Wooden Hex Nuts
How to Make Wooden Threads
Cutting Wooden Threads
Making Nuts
Making Wooden Nuts
Build
a Platform Bed with Storage - Part 1
Make
a king sized bed frame with lots of storage!
IKEA
Hack Platform Bed DIY
Interior
Design Tips - Making the Top of a TV Lift Cabinet by Jon Peters
How
To Build A TV Lift Cabinet, Making the Top
Nincsenek megjegyzések:
Megjegyzés küldése